
Инструменты для изгиба труб, сделанные своими руками
Поскольку изготовить самодельное приспособление для гибки труб можно и из подручных, и б/у комплектующих, стоимость такого инструмента будет довольно низкой(подробнее: «Как сделать самодельный трубогиб – оптимальные способы»). Причем для изготовления самых простых трубогибов для круглой трубы своими руками чертежи не требуются. Для примера рассмотрим довольно простую конструкцию данного приспособления.
Основой для него будет служить плита из бетона, в которой были предварительно просверлены отверстия, а в них вбили штыри из металла, диаметром в 1″. Эти элементы нужно разместить с удалением не более 50 см друг от друга.
Cоветы по эффективной сборке простого и сложного агрегата для изгиба трубы
Квалифицированные специалисты разъясняют основные моменты о том, какие методы наиболее продуктивно использовать для проведения изгиба по новейшим технологиям.
- В простых ручных механизмах необязательно использовать звездочки, а сделать коллект из сопутствующих материалов на основе ролика для приводного механизма. Вместо устройства для прижима чаще всего используют мощь домкратного агрегата. Это более дешево и продуктивно.
- В случае шаблонной оснастки наилучшим вариантом является использование простых крючков из металла.
- Как правило, используют трубогиб на основе трех роликов для изготовления профильной трубы под значительным радиусным углом.
- При изготовлении более подвижных роликов есть возможность изменять угол изгиба трубы под воздействием движущихся роликовых оснований.
- Сборку такого механизма лучше всего доверять действительно квалифицированному персоналу во избежание значительных дополнительных трат на ремонтные операции.
Совет: для того чтобы в полной мере соблюсти размер изделия и выпустить по-настоящему надежный гидравлический профилегибочный станок, лучше всего для начала произвести необходимую операцию по изгибу на основе деревянного либо пластикового шаблона.
Даже самый простой загиб трубы для профиля возможно сделать на основе точно продуманных параметров шага. Именно так чаще всего и применяют механизмы и станки для гибки в случае простейшей гибки металла, в том числе из самодельного деревянного и пластикового каркаса.
Republished by Blog Post Promoter
Рекомендации по изготовлению
Если вы решили изготовить профилегиб своими руками, что должны знать, что он деформирует металл, используя прокат, а не технологию загиба. Принцип работы у таких устройств схож. Станок устанавливается и крепится через отверстия в раме, использовать для этого необходимо анкерные болты. Перед эксплуатацией устройство заземляется, кроме того, необходимо будет удостовериться в целостности электрических и механических элементов.
Когда профилегиб своими руками изготавливается, перед его первым запуском необходимо прочистить ролики от консервирующей смазки. Использовать для этого следует сухую ветошь. Нужно будет проверить ещё и соответствие напряжения тому, что необходимо профилегибу. Аппарат нужно обкатать в холостом режиме, оставив его на полчаса. Если от нормальной работы вы заметили отклонения, то нужно будет исправить неполадки.
Пуансон
Головная рабочая часть трубогиба — пуансон. Он непосредственно соприкасается с трубой и вокруг его полукруглой стороны загибается труба. Распределение сил на пуансоне позволяет сохранить целостность внутренней части изгиба без образования брыжей, впадин и трещин при сохранении целостности шва сварной трубы.
Если необходимо согнуть шовную трубу, то линия соединения должна находиться сбоку под углом в 90 0 к вектору приложения сил. Только в этом случае шов не разойдется и труба сохранит целостность конструкции.
Пуансон можно купить в заводском исполнении с различными диаметрами пазов, под трубы разного размера. Он представляет собой идеальный полукруг, в нижней срезанной части которого приварено гнездо под шток домкрата
При использовании пуансона важно, чтобы гнездо находилось точно по центру окружности. Только в этом случае эффективность действия домкрата будет максимальной
Трубогиб из гидравлического домкрата своими руками можно сделать и с самодельным пуансоном. Для этого можно использовать любой шкив подходящего диаметра, разрезав его пополам и приварив в нижней части гнездо под шток.
Сделать можно несколько таких пуансонов разного диаметра с различными размерами пазов. Но преимущество опорных деталей промышленного изготовления в том, что для них используются очень прочные сплавы, они хорошо отцентрированы и не деформируются при действии гидравлики. Пуансоны из шкивов могут не только деформироваться, но и разрушиться, особенно при гибке толстостенных труб.
Важные технические моменты при изготовлении профилегиба
Во время гибки профильная труба деформируется, и ее боковые стороны выдавливает наружу. Причем чем меньше радиус гибки, тем больше наблюдается выдавливание боковых стенок трубы. Также на одной из её сторон образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки.
Если прокатывать профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время прокатывания труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.
- Усилие, которое необходимо приложить, чтобы свести ролики и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
- Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на станке, у которого большое расстояние между роликами. По этим причинам ролики делают съемными, чтобы их можно было переставить.
- Чем меньше диаметр роликов, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных станках ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
- Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть трубу больших сечений, то желательно сделать два приводных ролика.
- Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и с неё получиться овал.
Советы профессионалов
Мы рекомендуем несколько видеофрагментов, содержащих полезные советы по сооружению профилегибов своими руками. Вы можете своими глазами увидеть все этапы работы и познакомиться с различными вариантами конструкции этого станка, чтобы выбрать для себя наиболее подходящий:
Профилегиб – полезный в хозяйстве станок, который будет нужен во множестве случаев. Если разобраться в конструкции, его вполне можно соорудить самому, не затратив много времени и средств. И тогда это полезное устройство станет помощником в благоустройстве приусадебного или садового участка.
Разработка чертежа с учетом типа обрабатываемых профилей
Конечно, под профили из мягких металлов и с небольшими размерами сечения можно изготовить изгибающий и опорные элементы с плоской поверхностью. Но во всех остальных случаях – только под форму изделия. Поверхности (конструкция) опорных и изгибающего элементов должны быть для:
- Прутка, круглой либо овальной трубы – в виде желоба под соответствующий диаметр или форму изделия.
- Трубы с прямоугольным либо квадратным сечением. У опорных элементов – правильной прямоугольной формы под внешние габариты изделия, чтобы профиль помещался в них (с удерживающими бортиками). У изгибающего – плоская, с поперечным размером, который немного меньше наружного у обрабатываемого проката, чтоб прижимать последний к опорным элементам между их бортами, как показано на видео.
- Уголка. Если для гибки по наружной стороне полок (то есть когда у готового согнутого изделия внешней будет внутренняя поверхность уголка), то изгибающий элемент будет плоским, но с удерживающим бортиком, а опорные – просто гладкими. Причем изгибающий и опорные элементы должны располагаться с учетом толщины уголка и так, чтобы борт первого достаточно хорошо прижимал полку металлопроката к боковой поверхности вторых. Если гибка по внутренней стороне полок, то наоборот – с удерживающим бортиком должны быть опорные элементы, а изгибающий делаем с плоскими поверхностями.
- Швеллера – по тому же принципу, как и для уголка. Если гибка по наружной стороне изделия, то изгибающий элемент будет с 2-я удерживающими бортиками, а опорные – просто гладкими. Для гибки по внешней поверхности швеллера с бортами надо сделать опорные элементы.
- Двутавра – с плоскими рабочими поверхностями и поперечным размером, равным внутреннему габариту изделия, чтобы легко, но плотно заходить между его полок.
- Гибки швеллера либо двутавра поперек основания между полками. Опорный и изгибающий элементы делают с 2-я бортиками, между которыми должны плотно заходить полки изделия.
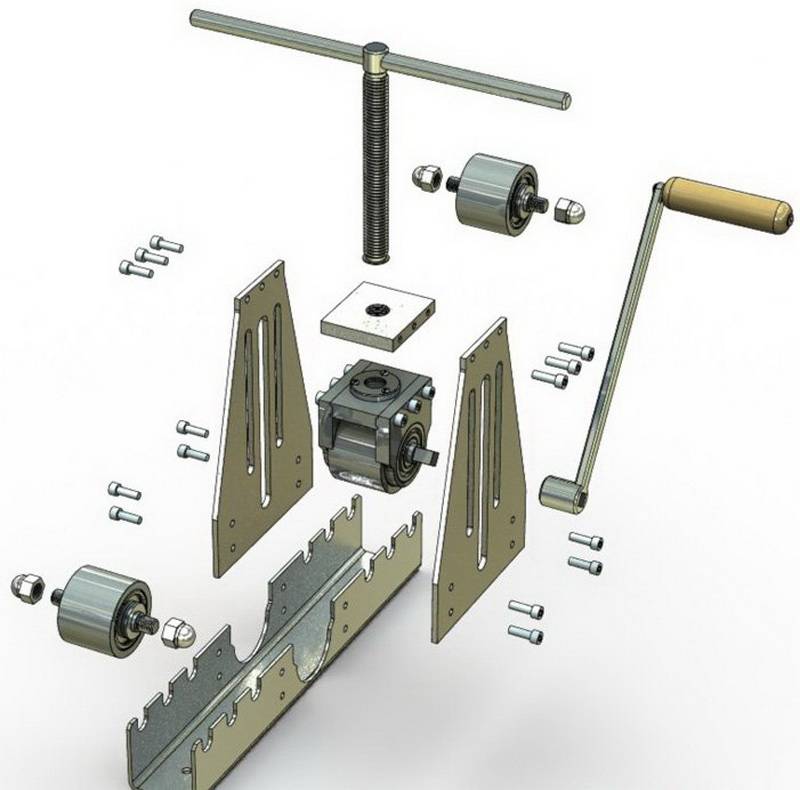
 Приспособление для гибки швеллера
Приспособление для гибки швеллера
Очевидно, что абсолютно универсальный профилегиб изготовить невозможно, он может быть пригоден для гибки определенных типов изделий и с достаточно узким диапазоном размеров их сечений. В случае сборки конструкции со сменными изгибающим и опорными элементами возможности самодельного станка значительно расширятся. Это и остальные, вышеприведенные нюансы необходимо предусмотреть еще при создании чертежей, которые следует сделать как можно более подробными (детализированными). Ниже приведены варианты возможных решений, на основе которых можно будет разработать собственную конструкцию, приспособленную для гибки конкретных профилей.
Заключительные работы
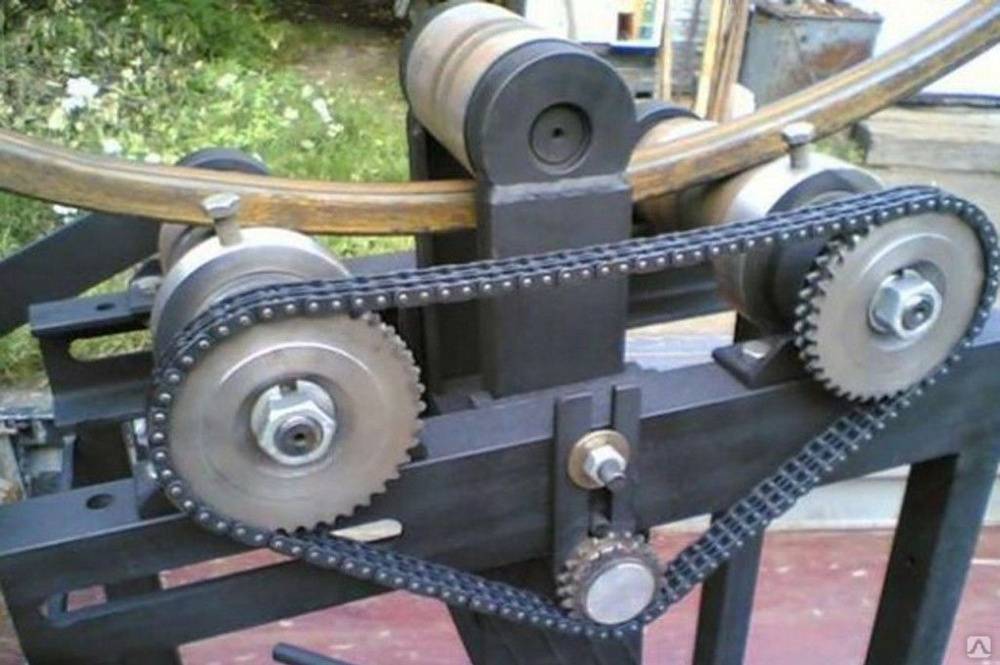
В средней части направляющей балки, поставленной вертикально, под воротом приваривают ось для шестеренки и ворота. Работа выполняется со стороны установленных шестеренок. Ось располагается по отношению к направляющим так, чтобы цепь в случае необходимости можно было снять, а в рабочем положении она была натянутой.
Шестерню напрессовывают на рукоятку ступицы, она служит для намотки цепи, для такой работы используют тиски. Чтобы ускорить процесс прессовки, разогревают шестеренку до 120˚, от этого посадочное отверстие расширится, а после надевания уменьшится, и шестерня получит плотную посадку.
Заканчивают сборку прижимного узла изготовлением своеобразной ручки, для этого на конце болта сверлят отверстие, куда вставляют отрезок металлического прутка. Перед тем как накинуть цепь на все три шестеренки, крепят ступицу на подготовленной заранее оси и затягивают контргайкой. Получается редуктор для того, чтобы передавать момент кручения от рукоятки.
После окончания работ станок окрашивают масляными составами для предупреждения ржавчины и коррозии от окружающей атмосферы. Те части агрегата, которые взаимодействуют между собой поверхностями или трутся в процессе работы, не окрашиваются.
Виды трубогибов
С помощью ручного трубогиба можно сгибать кольца и дуги. Подобный аппарат весит относительно немного (порядка 65 кг), благодаря чему его можно транспортировать к месту работ при небольших металлоконструкциях (тех же теплицах, воротах, навесах). Вот основные характеристики материалов, которые могут обрабатываться ручным приспособлением: круглая труба с сечением 3 сантиметра, квадратная – 4х4 сантиметра, прут – 1,6 сантиметра, полоска – 4х1 сантиметр и, наконец, квадрат – 1,6х1,6 сантиметра.
Благодаря разного рода оправкам, диапазон обрабатываемых изделий может быть расширен, а трубогиб, в свою очередь, может быть превращен в профилегиб. Стоимость ручного инструмента такова, что его можно приобрести либо изготовить собственноручно даже для незначительных производств.







Что же касается электрических трубогибов, то их используют в промышленных масштабах при работе с изделиями различного сечения. Подобные агрегаты очень производительны, что обуславливается, в первую очередь, дополнительными функциями, среди которых вращение вальцов сразу в двух направлениях, применение ножных педалей, регулировка при помощи панели управления.
К возможностям электрических трубогибов можно отнести гибку дуг из квадратных (8х4 сантиметра) и круглых (3 сантиметра) труб. С целью соответствия конфигурации сечения и диаметру изделий приборы оборудуются специальными сменными оправками под каждый конкретный случай.
Более современным считается гидравлический ручной трубогиб, сила которого такова, что позволяет обрабатывать достаточно крупные изделия из стали. Именно такой вариант желательно использовать для водо- или газопроводов. У данного трубогиба привод оборудуется специальной гидравлической установкой, которая и отличает его от обычного прибора (труд оператора заметно облегчается).
Гидравлические приспособления могут быть сразу нескольких типов и могут применяться для различных труб и арматур. Так, переносной трубогиб (ТПГ) может применяться для цельных стальных труб, а также для круглого проката (речь идет о бульдозерном методе, когда трубы не заполняются песком или другими наполнителями). Существует также ручной агрегат (РГУ), с помощью которого изгибают водо- и газопроводные трубы, арматуру или, опять же, стальной прокат.
Изготовление трубогиба собственноручно
Если вы живёте в частном секторе и постоянно что-то строите или ремонтируете, то без этого инструмента вам обойтись не получится. Он нужен практически всегда при работе с металлоизделиями и многими другими материалами. При строительстве или монтаже любая постройка, будь то навес, теплица или садовые качели, требует применения трубогиба.
Некоторые умельцы используют этот инструмент и для изгибания деревянных конструктивных деталей, хотя, в принципе, трубогиб для этого не предназначен – для работы с деревом используются другие инструменты. Рассмотрим, как изготовить трубогиб своими руками в домашних условиях из материалов, которые валяются под ногами.
Самый лёгкий и доступный способ. Изготавливаем полукруг из куска дерева нужного радиуса. Из хороших досок следует выпилить пилой полусферу строго по макету. Заготовки фиксируются на прочной основе (стол или стена). Примите к сведению то обстоятельство, что доски должны быть шире размеров труб, которые планируется изгибать, в противном случае труба соскочит с макета и получится проблема. На полукруге, в другом его конце, делается упор. Если все сделано правильно труба войдёт между макетом и упором, и с ней можно начинать работать.
Как провести испытания, после того как сделали трубогиб своими руками? Очень просто. Необходимо поместите деталь, которую необходимо изогнуть, между упором и макетом. Потом можно надавить на деталь с другого конца и получить желаемый угол изгиба. Главное – давить аккуратно, чтобы не передавить.
Средний уровень сложности. В строительном магазине купите металлические крючки, главное, чтобы они были достаточно прочные. Зафиксируйте их на прочном основании, полукругом, на расстоянии около 50 мм друг от друга. Суть работы этого устройства аналогична работе первого варианта, тут также нужен упор, который крепится с другой стороны полукруга. Плюс этого типа трубогиба заключается в возможности проведения работ с деталями самых разных размеров.
Функциональный трубогиб. Самый сложный по изготовлению, но зато и более функциональный в использовании трубогиб, позволяющий изогнуть любое изделие не менее чем на 360 градусов. По своим возможностям он не отстает от гидравлического аппарата. Правда, сделать его сложнее, чем два выше приведенных варианта, но если сделать все правильно, то вы получите прекрасный агрегат. Вам понадобятся:
- стальные пластины длиной примерно 0.3 м и толщиной около 5-10 мм, две штуки;
- стальные уголки 50х50 мм, четыре штуки;
- деревянный макет толщиной не более 30 мм, изготавливается точно так же как и первые два варианта.
Конечно, для изготовления трубогиба своими руками чертежи будут очень даже кстати. Хотя бы предварительные наброски на металле, поскольку переделывать будет сложно. На макете закрепляются уголки длиной до 0.3 м. При помощи сварочного аппарата привариваете стальную пластинку к уголку. Просверливаете отверстие с радиусом больше диаметра той заготовки, которую вы вставите в него. К пластине, расположенной сверху, прикрепляются уголки, которые, будут смотреть вниз конструкции. Изделие готово к использованию.
Итак, зачем идти в магазин, если есть желание и время создать трубогиб самому, своими собственными руками? К тому же это способ сэкономить деньги. Расходные материалы на его конструкцию настолько просты, что найдутся дома у любого человека.
Выбирайте любой из понравившихся способов изготовления трубогибов и дерзайте. Приятной работы!
Классификация профилегибов
Основным признаком классификации можно назвать тип установленного привода. Для того чтобы провести изменение формы металлического изделия требуется прикладывать достаточно большое усилие. По рассматриваемому критерию станки для гибки профиля делятся на несколько основных групп:
- гидравлические;
- электрические;
- ручные.
Кроме этого, основными показателями можно назвать:
- показатель усилия, прикладываемого к заготовке;
- размеры оборудования;
- степень мобильности оборудования;
- степень автоматизации работы устройства.
Рассмотрим наиболее распространенные разновидности гибочных станков подробнее.
Как сделать трубогиб: пошаговая инструкция
Для редкого применения в гаражеили небольшой мастерской будет вполне достаточно собственноручно изготовленного трубогиба для профильной трубы. Как сделать самому такое устройство? Для начала необходимо определиться, какую задачу должен выполнять ручной трубогиб.
Для домашнего применения достаточно устройства, способного деформировать трубы небольшого сечения. Приведенное видео отвечает на вопрос: как согнуть профильную трубу своими руками в домашних условиях без сборки сложного устройства?
Второй способ заключается в сборке трубогиба для круглых труб небольшого сечения, состоящего из нескольких деталей: плита из бетона в качестве основания, металлические штыри и сверло.
Порядок действий:
- Нанесение размерной сетки на плиту, ячейки которой имеют размер 4×4 или 5×5.
- На пересечениях линий сверлятся максимально глубокие отверстия.
- В отверстия вставляются штыри.
- Между штырями вставляется труба и гнется в необходимом направлении.
Гибка профильных труб своими руками с помощью данного устройства тяжела физически, поэтому данный способ подходит только для изделий небольшого диаметра.
Как же самостоятельно сделать ручное устройство для деталей большего размера? Профилегиб из домкрата прекрасно подойдет для труб большого сечения. При этом домкрат надежно крепится к станине (желательно не использовать его больше ни в каких целях для предотвращения разбалтывания конструкции).
Небольшой профилегиб из домкрата, сделанный своими руками из недорогих материалов, способен гнуть трубы не только маленьких сечений
Далее из куска согнутой трубы делается «башмак», а на оси по краям станины устанавливаются ролики.
Обратите внимание! При деформации трубы ее опирают на ролики, а домкрат при помощи «башмака» медленно на нее давит. При этом образуется плавный изгиб, не влияющий на прочность заготовки
Первоначальный этап
Чтобы установить подшипниковые узлы, вверху продольных стоек делают разметку отверстий для их крепления. Для этого применяют керн и отмечают, где будут располагаться болты. После этого подшипники убирают в сторону, а в отмеченных местах сверлят отверстия при помощи электрической дрели, используя сверло по металлу.






Размеры и местоположение боковых креплений на чертеже не отмечается, а выбирается по месту изготовления, эти параметры зависят от размеров валов, которые подготовлены для установки в конструкцию. Сквозные отверстия сверлят в креплениях, они предназначены для постановки вала. Края отверстий укрепляют дополнительными накладками, изготовленными из металлической полосы так, чтобы толщина прохода (стенки) была 10 мм.
От швеллера отделяют болгаркой кусок, равный ширине вала, его торцы формируют под 45˚. Он нужен для того, чтобы изготовить прижимной узел. Собирают остов для крепления вала из верхней перекладины и двух боковых стоек в виде буквы П. Оставшийся швеллер используют для вырезания двух отрезков по 50 см, чтобы изготовить направляющую конструкцию.
Чертежи для изготовления самодельного гибочного устройства
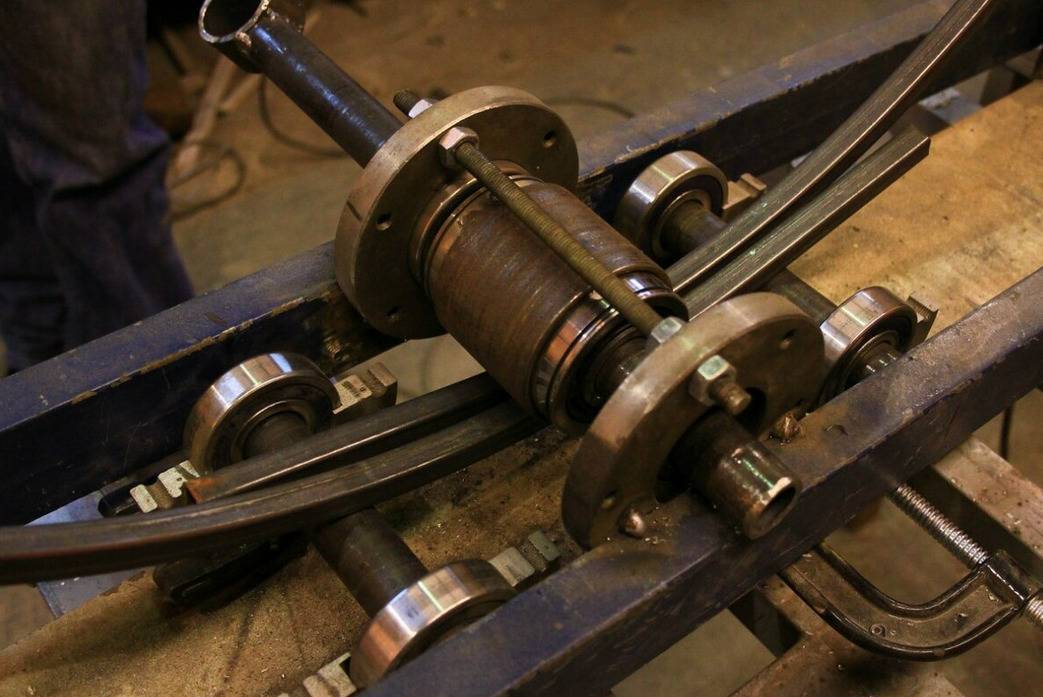
Для того чтобы сделать качественный и работоспособный трубогиб, лучше всего использовать чертеж (его можно как начертить, так и найти в интернете). В качестве примера рассмотрим схему одного из таких приспособлений, которое можно сделать своими руками для гибки труб квадратного или прямоугольного сечения.
Основными элементами такого устройства являются три ролика, два из которых используются в качестве опор, а третий является рабочим валом. Чтобы облегчить гибку трубы, рабочий ролик профилегиба деформирует ее постепенно, пока не будет получен изгиб с требуемыми параметрами. Постепенное воздействие на сгибаемую трубу обеспечивается тем, что рабочий вал обладает некоторым свободным ходом, который ограничивается специальными направляющими.
Конструкция такого самодельного трубогиба включает в себя следующие элементы:
- пластины толщиной 5–8 мм;
- массивную несущую пластину;
- четыре уголка длиной 30 см, с размером полок 5 см;
- вспомогательные ролики.
На массивную пластину приваривают два уголка, которые будут выполнять роль направляющих, и при помощи болтов фиксируют вспомогательные ролики. К нижней части основания для придания ему большей жесткости приваривают два уголка. К верхним торцам направляющих уголков приваривают пластину с отверстием, диаметр которого должен быть больше, чем сечение винта, используемого для оказания требуемого давления на сгибаемую трубу.
В завершение остается выполнить монтаж рабочего винта, нижняя часть которого жестко соединена с рабочим роликом, формирующим требуемый изгиб трубы. Для того чтобы обрабатываемая труба перемещалась по вспомогательным роликам, можно использовать ручной (при помощи специальной рукоятки) или электрический привод.
Инструктаж по использованию трубогибов
Технологически процесс может незначительно отличаться в зависимости от типа гибочного устройства. Так, пошаговая инструкция для станка с винтом выглядит следующим образом:
- Обрежьте профильную трубу по размерам, указанным в чертежах.
- Установите ролики в начальное положение для загрузки профиля.
- Загрузите трубку между катками: два внизу, один сверху.
- Затяните гибочный ролик, закрутив винт с некоторым усилием.
- Проворачивайте ручку, чтобы протянуть профиль в одну и другую сторону.
Для малых радиусов придется затягивать винт и повторять процедуру несколько раз. Периодически проверяйте правильность геометрии шаблоном или по результатам контрольных замеров.
Ручной трубогиб для профильных труб своими руками
Чтобы согнуть профильную трубу с небольшими размерами сечения без трубогиба, мастера используют шаблоны нужной кривизны, изготовленные из металла или дерева. Заготовку прижимают вручную к краям сегмента, жестко зафиксировав один конец.
Шаблон из дерева
Тонкостенный элемент можно деформировать в нагретом виде. Разогревают участок паяльной лампой до температуры 350-400°С и, применяя ручную силу, придают профилю дугообразную форму.
Если воспользоваться простыми способами не разрешают параметры изделия, можно сконструировать ручной роликовый трубогиб для профильной трубы. С его помощью изготавливают арки и дуги для навесов, теплиц и других сооружений сложной формы.
Необходимые материалы и инструмент
Чтобы смастерить приспособление, понадобятся:
- швеллер №8 или №10 для жесткой рамы;
- 2 ролика из закаленной стали со ступеньками под профили разной высоты или ограничительными кольцами;
- ролик с насечками для подвижного вала;
- готовые подшипниковые узлы;
- 2 или 3 шестерни или «звездочки»;
- стальная цепь;
- прижимной винт;
- тонкая труба для ворота;
- рукоятка;
- сварочный аппарат;
- дрель;
- «болгарка»;
- молоток.
Еще нужны шплинты, гайки, втулки с резьбой, шайбы. Для обработки готовой конструкции потребуются краска и смазка.
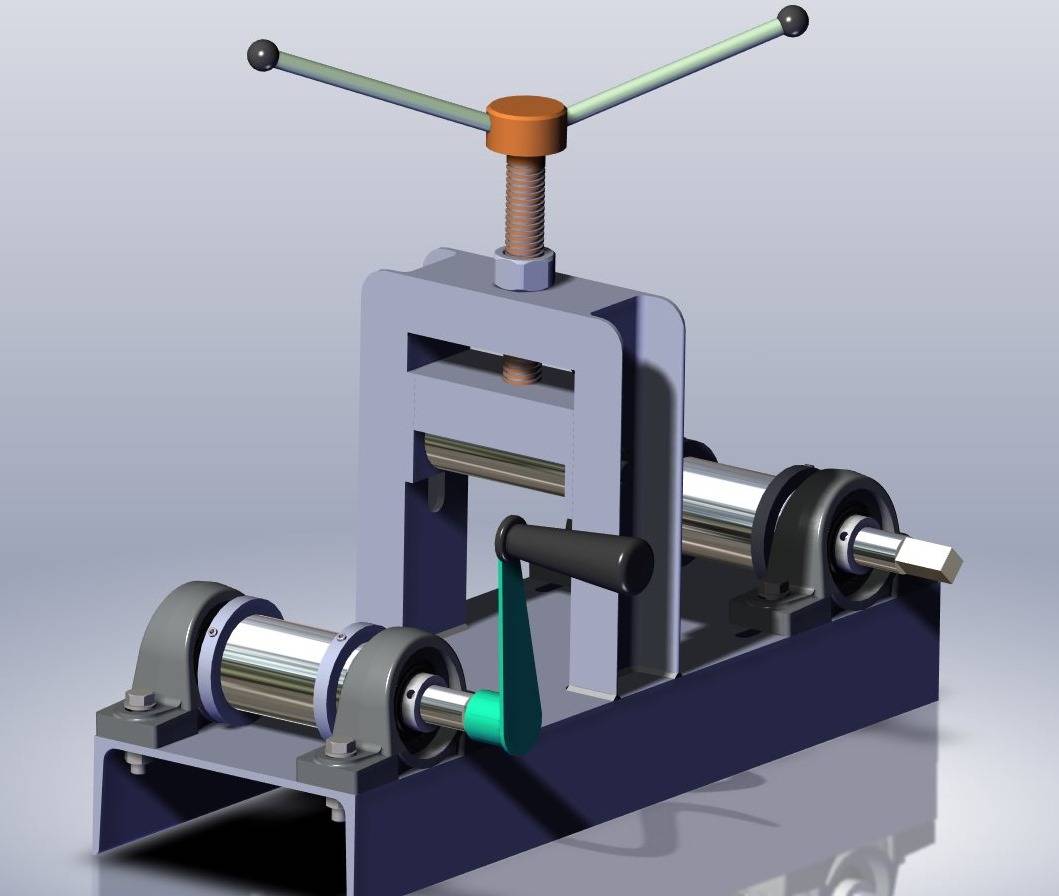
Чертежи
Чертеж — это основа, которая поможет изготовить трубогиб без грубых ошибок
При трудоемкой работе с металлом это особенно важно
В интернете размещены готовые чертежи. Имея достаточный опыт, в них легко разобраться и подогнать под свои возможности.
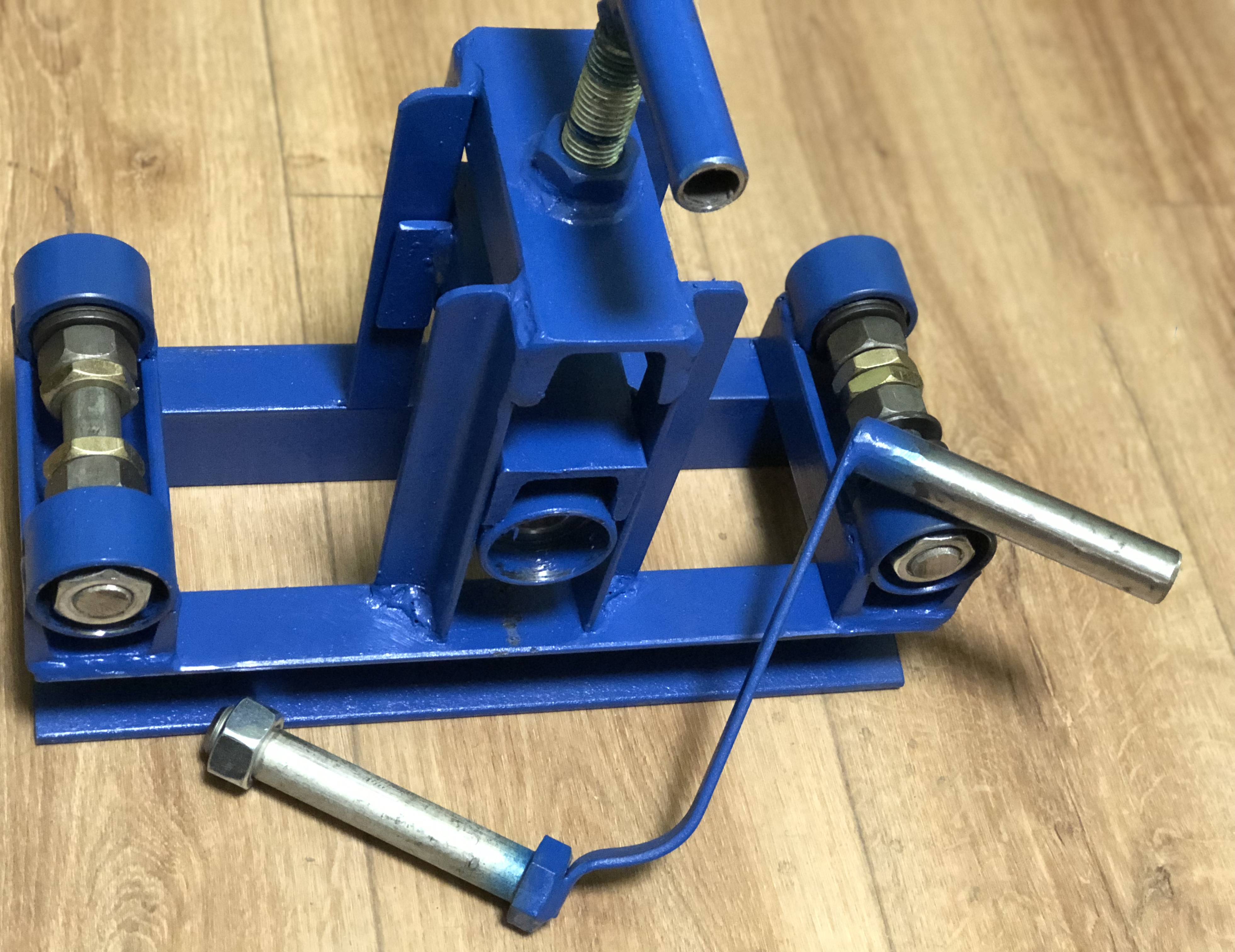
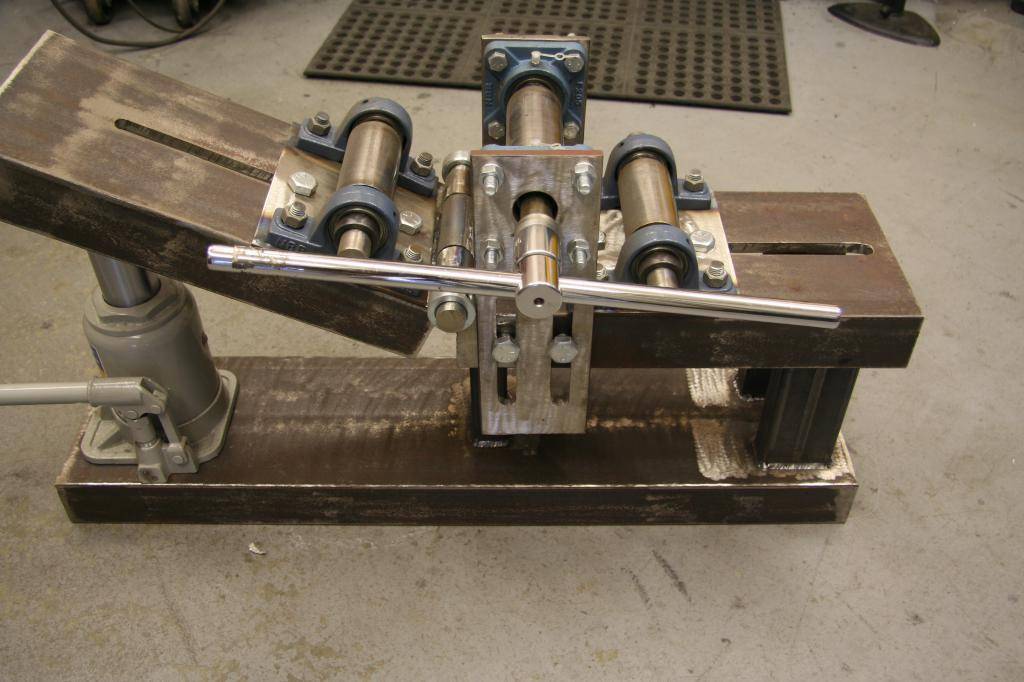
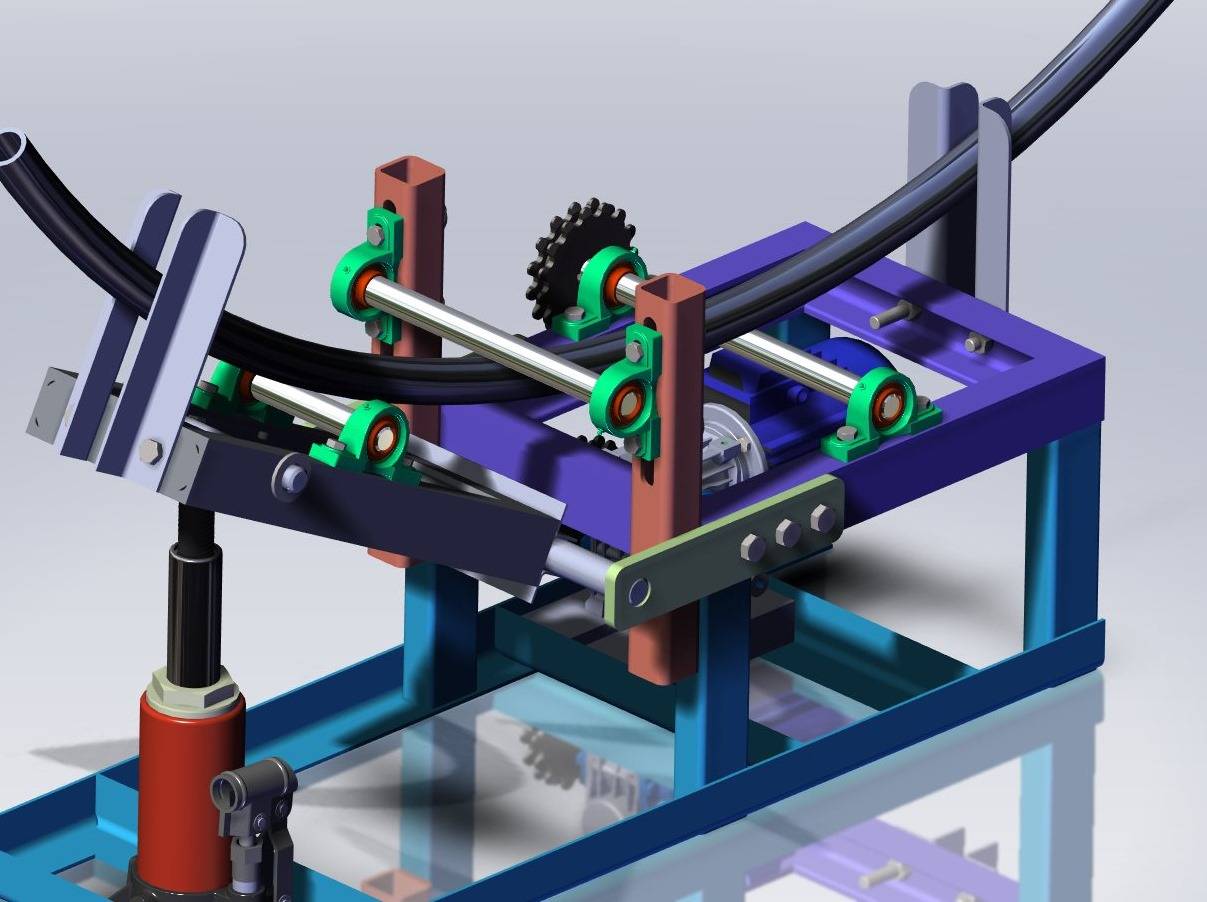
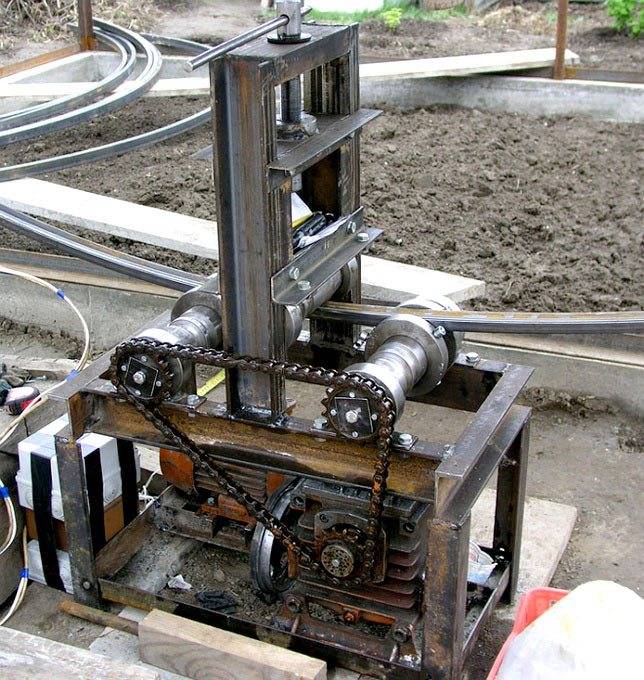
Представить примерное устройство трубогиба можно при изучении заводского аналога, а потом разработать детальную схему своей модели.
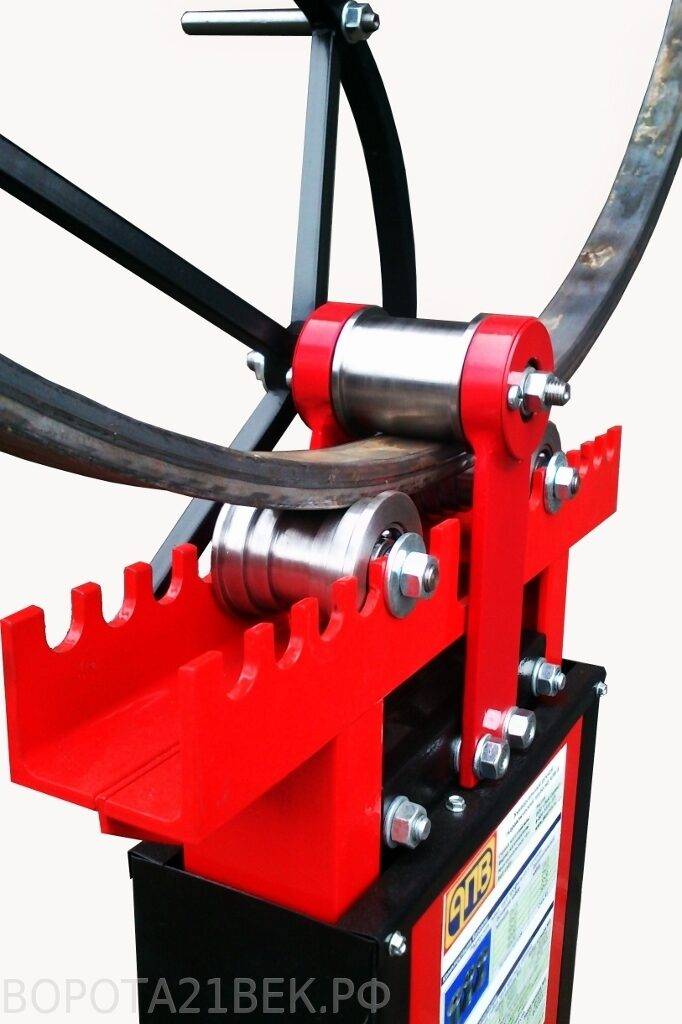
Чертеж и общий вид ручного инструмента
Этапы сборки конструкции
Последовательность операций по изготовлению самодельного роликового трубогиба:
- Раскроить швеллер по размерам стоек и основания.
- Просверлить отверстия в деталях рамы под крепление роликов.
- Сварить из швеллера опорную раму со стойками.
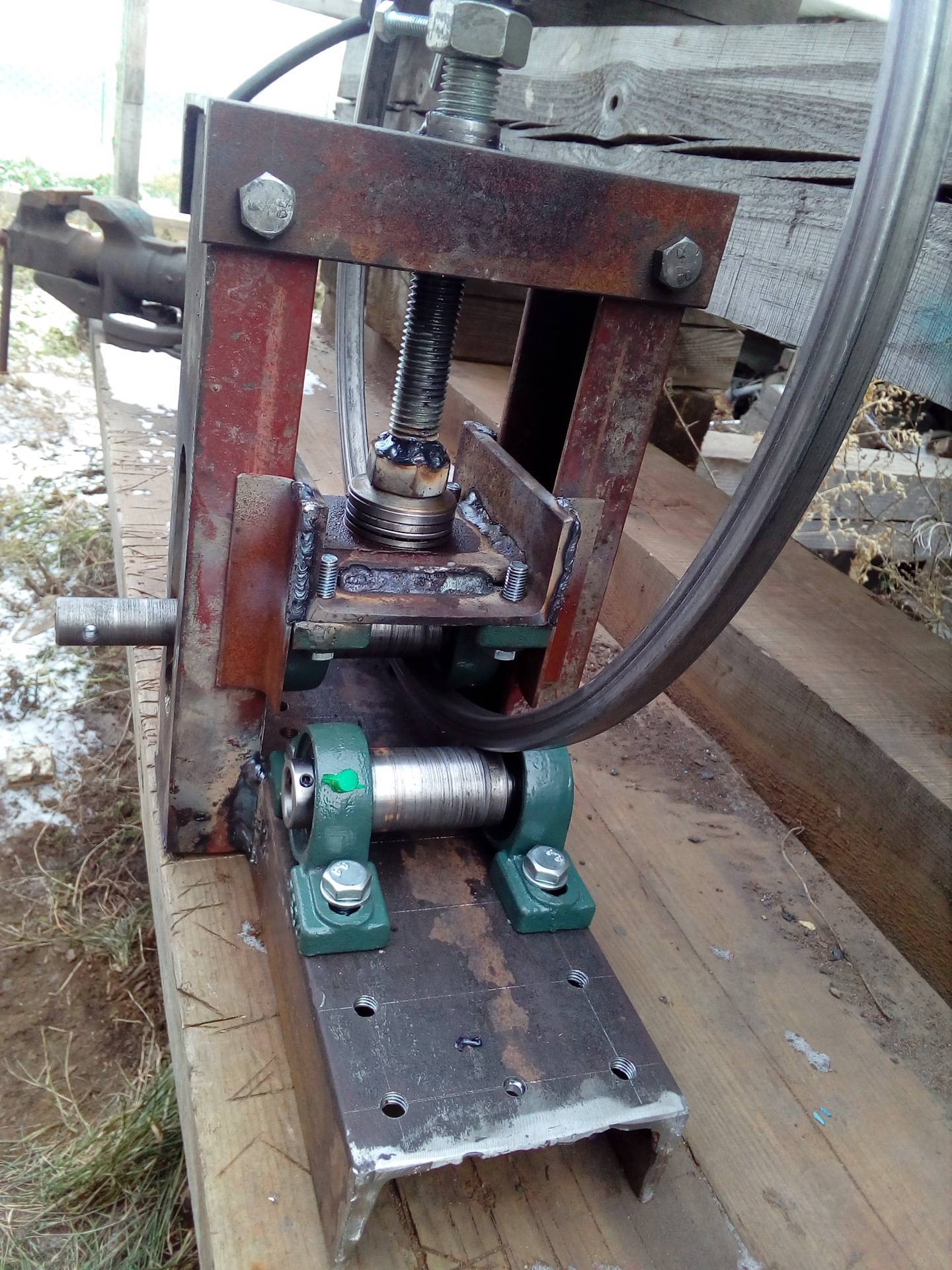
- Вырезать и сварить из швеллера корпус с отверстиями для установки ведущего ролика. Вал должен легко вращаться внутри.
- Закрепить прижимной винт к получившейся коробочке с помощью подшипников. В верхней части винта просверлить отверстие под ворот.
- Вставить между стойками корпус с ведущим роликом. Конструкция должна свободно перемещаться вертикально. Сверху закрепить крышку с гайкой под винт.
- Прикрутить подшипниковые узлы к раме.
- Вставить ворот в отверстие прижимного болта.
- На оси валов снаружи насадить шестерни на шпонку или конусные разрезные втулки с гайками. Третью «звездочку» прикрепить к стойке. Надеть цепь, напрессовать втулку для ручки.
- Провести пробные испытания, если нужно, внести коррективы.
Последний шаг — разобрать, очистить металл от заусенцев, покрасить неподвижные детали, собрать. Узлы, которые подвергаются трению при эксплуатации, обработать Литолом или другой густой смазкой.
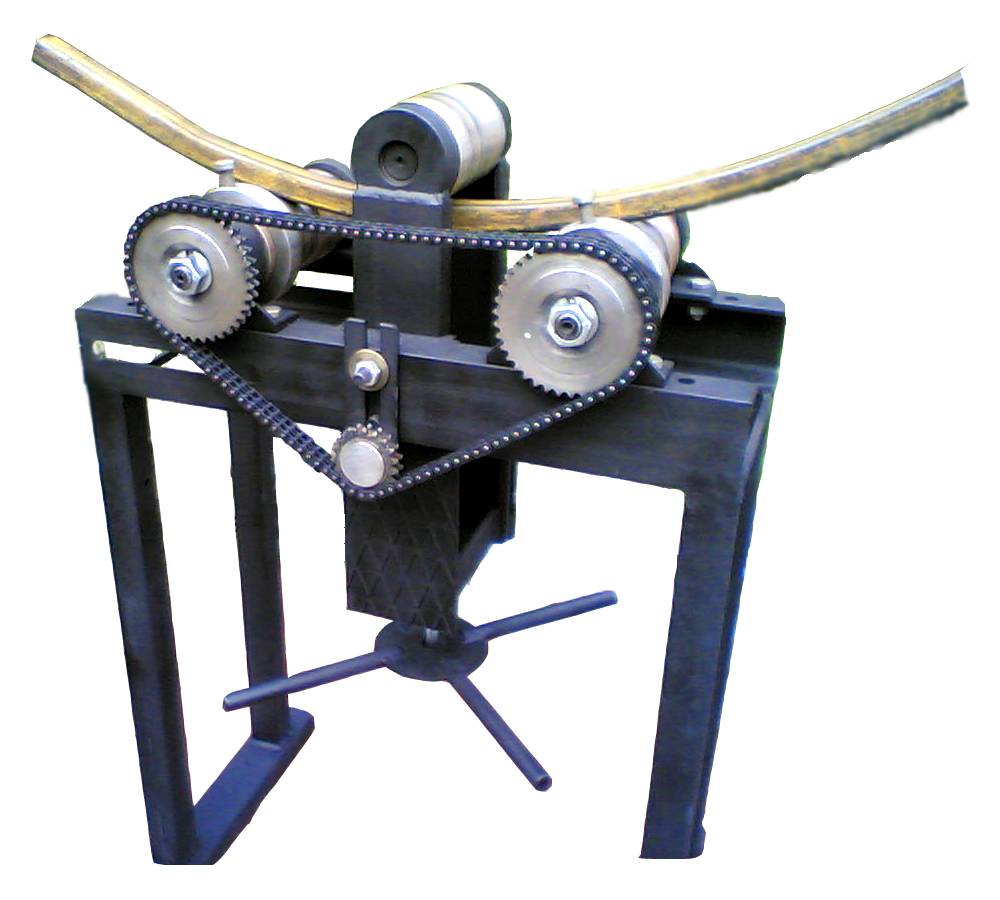
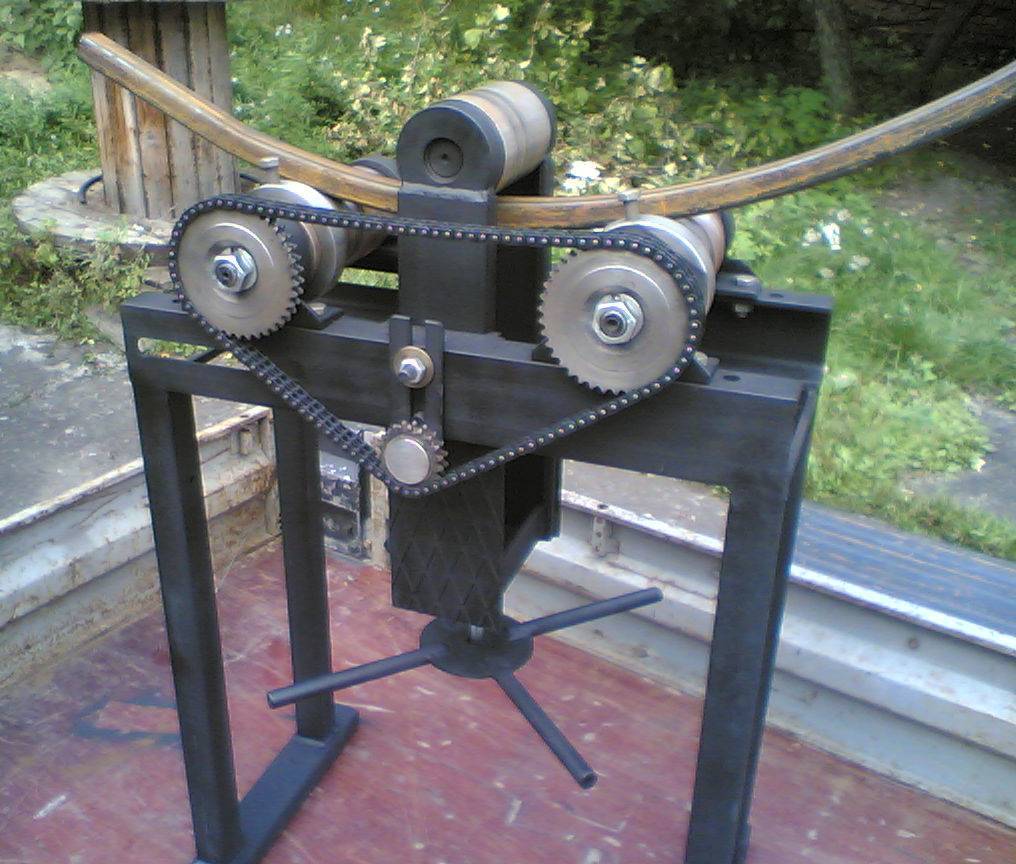
Готовый самодельный станок
Чтобы согнуть заготовку, ее помещают на неподвижные вальцы, опускают прижимной винт до упора и протягивают с помощью крутящейся рукоятки поочередно в одну и другую сторону.
После каждого проката винт затягивают воротом. Когда дуга приобретет достаточную кривизну, гайку винта фиксируют контргайкой. Это позволит согнуть несколько арок с одинаковым радиусом.
Такой самодельный трубогиб можно использовать даже в профессиональных целях. Он «осилит» профили размером до 60х60 мм или одновременно 3 трубы с шириной сечения 20 мм.





Подробности процесса изготовления ручного станка можно увидеть здесь
https://youtube.com/watch?v=W3SXjpAF1GM
Выбор формы рабочей поверхности ролика
Прокат небольшого сечения, например, тонкая труба или квадрат хорошо изгибается без сложных поверхностей, опорную боковую сторону вальцов выполняют плоской и ровной. Остальной прокат требует таких решений, по которым определены и стандартизованы некоторые решения:
- Чтобы гнуть трубы прямоугольного или квадратного поперечного сечения, боковую поверхность валиков обтачивают в виде ровной поверхности с прямоугольными бортами по краям. Такая конструкция нужна, чтобы профиль своими внешними размерами прочно входил в образовавшуюся ложбинку. Бок ответного вальца делают размером, соответствующим внутреннему размеру расстояния между бортами опорного ролика. Его поверхность прочно входит между ними и придерживает профиль от вырывания.
- Овальная или круглая арматура или пруток успешно гнется на роликах с вырезанной на боковой поверхности канавкой требуемого сечения.
- Если нужно изогнуть уголок по наружной плоскости (у готовой арки снаружи располагается внутренняя уголковая часть), то контур изгибающего ролика изготавливается плоским, но по краю пускается сдерживающий борт. Ответный вал делается плоским по боку, на станке рабочее положение вальцов выбирается так, чтобы щель между ними равнялась толщине полки уголка.
- Изгибание уголка по внутренней поверхности требует выполнения удерживающего борта на ответном валу, а основной ролик делается с ровной поверхностью.
- Швеллер гнут аналогично уголку, только удерживающие бортики располагают с двух сторон опорного или ответного вала. Это зависит от того, с какой стороны готовой арки будут располагаться полки швеллера.
- Для сгибания двутавровой балки поверхности ответного и опорного ролика делают ровными и одинакового размера, равного внутреннему расстоянию между полками двутавра. Торцы валов проходят в полости между полками проката и предупреждают возможную деформацию.
- Иногда требуется изгибать швеллер или двутавровую балку поперек полок. В таком случае требуется изготовить сложную поверхность ответного и основного вала, на которой предусматривается удерживающий борт с обеих сторон.
Оборудовать профилегиб, который будет универсальным для работы с любым профилем, нельзя. Идеальным решением будет подобрать комплекты съемных роликов, которые будут храниться на каждый удобный случай, а крепиться в случае необходимости при помощи болтового соединения. Эти особенности рассчитываются еще на стадии проектирования и отмечаются в чертежах.
Два варианта простейших самодельных профилегибов
Ручное приспособление для сгибания металлических профилей различного сечения, как уже было сказано выше, легко сделать своими руками. Профилегиб может оказаться полезным во многих бытовых ситуациях. Самодельное устройство, с помощью которого можно гнуть профили небольшого сечения, поможет вам самостоятельно изготовить или отремонтировать конструкции, в которых используются изогнутые под разными углами трубы или профили.
Начнем с самых простых конструкций, простота которых автоматически означает, что функционал таких устройств будет весьма ограниченным. Но в ряде случаев возможностей таких приспособлений вполне хватит, а простота и дешевизна их производства позволят в сжатые сроки приступить к работе.
Для того чтобы сделать приспособление для гибки труб диаметром до 20 мм, вам не придется даже смотреть обучающее видео. Такой профилегиб имеет очень простую конструкцию, состоящую из бетонного основания и зафиксированных в ней стальных штырей, между которыми и производится гибка.
Профилегиб: вид сбоку
Прежде всего, необходимо утрамбовать участок грунта небольшого размера, засыпать его щебнем и выровнять. Затем этот участок надо залить бетонным раствором, который готовится из смеси песка и цемента (в соотношении 4:1). Прежде чем вы начнете заливать бетонный раствор, на подготовленном основании необходимо укрепить несколько отрезков швеллеров или труб диаметром не меньше 70 мм. При этом зафиксировать их необходимо так, чтобы с поверхностью основания они составляли угол 90°, а между выставленными металлическими отрезками было выдержано расстояние порядка 4–5 см.
Неказистая на вид, но вполне работоспособная самоделка
После того как будет залит бетонный раствор, надо выдержать определенное время. Через 2–3 дня таким самодельным трубогибом уже можно пользоваться. Сгибаемую трубу или профиль помещают между выступающими над бетонным основанием штырями и загибают на требуемый угол. Что удобно, такой трубогиб, сделанный своими руками, можно успешно использовать для сгибания изделий из нержавеющей стали.
Если же вам надо сгибать трубы с диаметром более 20 мм, то самодельное приспособление для этого будет выглядеть несколько сложнее. Чтобы сделать такой трубогиб, вам также необходимо залить бетонное основание и зафиксировать в нем два металлических прутка круглого сечения. Штыри в данном случае будут служить осями для размещения на них роликов, размеры желобков которых должны соответствовать диаметру сгибаемой трубы. Используют такой профилегиб следующим образом: трубу заводят между роликами и один ее конец надежно фиксируют. Второй конец посредством металлического троса крепят к ручной или электрической лебедке, которая и создает необходимое усилие для выполнения изгиба.
Простой ручной профилегиб для сгибания профтруб на угол 90°
Существует еще один вариант несложного устройства, которое позволит вручную сгибать профильные трубы на угол 90°. Его конструкция вполне понятна по фото, стоит лишь отметить, что невысокая борозда на сгибе значительно упростит работу и уменьшит необходимое усилие, которое нужно будет прикладывать при сгибании профильных труб.