
Технология производства
Сам технологический процесс проводится в любом помещении с хорошо действующей вентиляционной системой. Размеры помещения зависят от габаритов используемых станков. Керамзитобетонные блоки после изготовления должны пройти процесс сушки, производимую на открытой площадке на улице. Если есть вероятность выпадения атмосферных осадков, то над площадкой лучше возвести навес.
В первую очередь готовится раствор: в бетономешалку засыпается цемент и часть воды. Смесь перемешивается несколько минут до получения однородного состава. Затем в него добавляются порциями песок и керамзит. В конце добавляется оставшаяся часть воды. Конечный раствор должен получиться густым и пластичным.
После чего его из бетономешалки вываливают в подготовленную заранее емкость (корыто), а уже оттуда лопатами перебрасывают в формы, уложенные на вибростол или установленные на вибростанке. Перед этим стенки форм обмазывают отработанным техническим маслом, чтобы блоки легко вышли после затвердевания. Пол вибростола или площадки посыпается мелким песком, чтобы бетон не прилип.
Формы равномерно заполняются раствором, к примеру, пара заброшенных в них лопат смеси. Затем включается вибратор, происходит равномерное распределение бетонного раствора по всему объему формы и его уплотнение. После чего процесс повторяется. Такую процедуру проделывают несколько раз, чтобы заполнить формы полностью. Иногда для придания более точных размеров уложенный и уплотненный раствор дополнительно прижимают сверху металлической крышкой, она на поверхности блока создаст ровную и гладкую поверхность.
В таком виде прямо в формах керамзитоблоки должны простоять не менее суток. После чего их вытаскивают, укладывают на уличную площадку так, чтобы между ними оставался зазор в пределах 2-3 см. Сушиться блоки из керамзитобетона должны 28 суток, что придаст им марочную прочность. Просохнуть материал должен со всех сторон равномерно, поэтому каждый блок в течение сушки переворачивают с боку на бок. Если уложить на сушку их на деревянные поддоны, то переворотами заниматься не надо.
Видео:
Шлакоблок: технология изготовления
Современный шлакоблок обладает габаритами 188х190х390 мм, полнотелый строительный материал характеризуется достаточной прочностью для обустройства фундаментов и многоэтажного строительства, пустотелые используются во всех остальных случаях. Пустоты могут быть круглой, прямоугольной или квадратной формы, количество варьируется от одной до 8-10 пустот, показатель пустотности лежит в пределах 25-50%. Практически не уступая по прочностным показателям монолитным изделиям, пустотелые шлакоблоки позволяют сэкономить дорогой цемент почти вдвое.
Для быстрого и качественного замеса смеси, желательно использовать строительную бетономешалку
Наполнителем при производстве могут служить:
- угольный шлак;
- мелкофракционный гравий;
- отсев щебня;
- песок;
- отходы кирпича;
- стеклянный бой;
- зола;
- перлит;
- гипс;
- опилки;
- древесная щепа.
При замешивании раствора пропорции будут зависеть от состава наполнителя. Главное условие – чтобы готовый раствор не растекался. Цемент при производстве шлакобетона используется марки не ниже М400, для улучшения эксплуатационных свойств готового изделия, в раствор могут добавляться пластификаторы.
Портативный станок для изготовления шлакоблоков своими руками
Ориентиром при самостоятельном производстве раствора для шлакоблоков может служить заводская рецептура: на семь частей доменного шлака – две части крупнозернистого песка, полторы части цемента и до трех частей воды. Способ проверки соответствия консистенции раствора требованиям простой: бросаем горсть на землю, она должна рассыпаться. Если собрать раствор и сжать его в кулаке, он обратно должен принять форму шара.
Как сделать вибростанок?
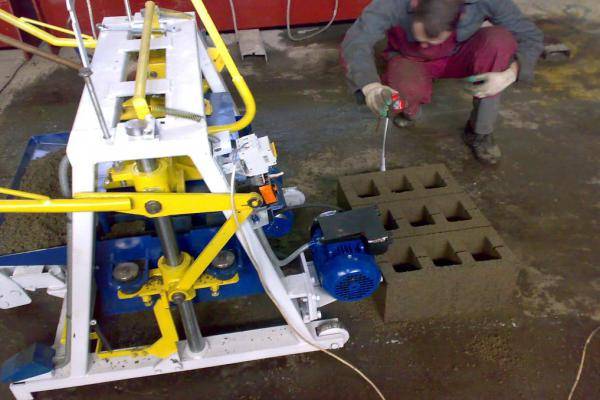
Изготовление шлакоблока в домашних условиях способом отливки занимает довольно много времени. Качество полученных изделий несколько уступает тому, которое может быть получено при использовании метода вибропрессования. Но для этого требуется специальное оборудование — станки для шлакоблоков, которые можно купить или изготовить самостоятельно.
Самая доступная и простая установка — вибростол. Для создания такого станка для шлакоблоков своими руками потребуются:
- доски или металлопрофиль для основания;
- плита из металла или деревянный щит;
- мотоциклетные амортизационные пружины;
- двухвальный электродвигатель мощностью 0,5-0,7 кВт.
Чтобы построить станок для производства шлакоблоков своими руками, потребуются и рабочие инструменты: дрель, болгарка или пила, сварочный аппарат и пр. Используя чертежи (рисунок), домашний мастер в состоянии собрать раму для основания, на которой закреплены 4 пружины. Сверху на эту конструкцию надо уложить прочный деревянный щит или металлическую плиту. Крепление столешницы к пружинам можно произвести сваркой или резьбовым соединением. Размеры основания и столешницы должны быть достаточными для установки имеющихся форм, или сами матрицы могут быть изготовлены по размеру имеющейся плиты.
На нижней стороне столешницы требуется жестко закрепить электродвигатель. Для того чтобы при его работе создавалась вибрация нужной частоты и силы, на валы двигателя надо установить эксцентрики. Это могут быть металлические пластины с отверстием, смещенным относительно центра или шкивы, на которые с одного края наварен небольшой груз.
Назначение этих деталей состоит в том, чтобы разбалансировать равномерное вращение вала и создать при его работе вибрацию, которая будет передаваться столешнице, закрепленной на пружинах. Размер эксцентриков или вес груза придется подбирать индивидуально, в зависимости от мощности двигателя и числа оборотов.
Форма с залитым раствором устанавливается на столешницу. При включении двигателя и производимой им вибрации раствор уплотняется и немного оседает. Изготовление шлакоблоков своими руками при помощи такого станка требует заполнения матрицы с небольшим излишком. Прессование на вибростоле производится до тех пор, пока уложенный в форму бетон не приобретет прочность, позволяющую снять опалубку и перенести изделия со столешницы на место сушки. Для самодельного станка это время лучше определить экспериментально.
Для более сложной модели станка будет нужен листовой металл толщиной 2-3 мм и сварочный аппарат. В этом случае из металла надо сварить короб нужной величины с ячейками или одинарный, для изготовления 1 блока. Размеры, указанные на чертеже (рисунок), позволяют получить изделие стандартного размера 20х20х40 см.
Станок для изготовления шлакоблоков
Короб не имеет дна и нуждается в установке на ровном основании (металлической пластине). На его боковые (короткие) стороны для устойчивости можно дополнительно наварить 2 отрезка трубы, длиной больше, чем ширина ящика. Это позволит сооружению не опрокидываться при вибрации. На верхний периметр наварены бортики, которые позволяют аккуратно заполнить матрицу.
Образователи пустот в этом случае расположены сверху и представляют собой круглые или квадратные в сечении металлические детали. Их ширина по мере углубления в полость матрицы должна становиться меньше, образуя перевернутый конус или пирамиду. Это необходимо для легкого снятия короба с изделия. Образователи пустот закреплены на стенках короба узкой металлической полосой.
Внутри короба на расстоянии 20 см от нижних кромок приварены 2 ограничителя для прижимной пластины. Пластина должна иметь ручки для снятия ее с изделия и прорези в форме сечения образователей пустот.
К внешней стороне матрицы прикреплен электродвигатель с эксцентриками. При работе двигателя в течение 5-15 с масса бетона, залитая в короб, прессуется. Прижимная пластина постепенно опускается на ограничители.
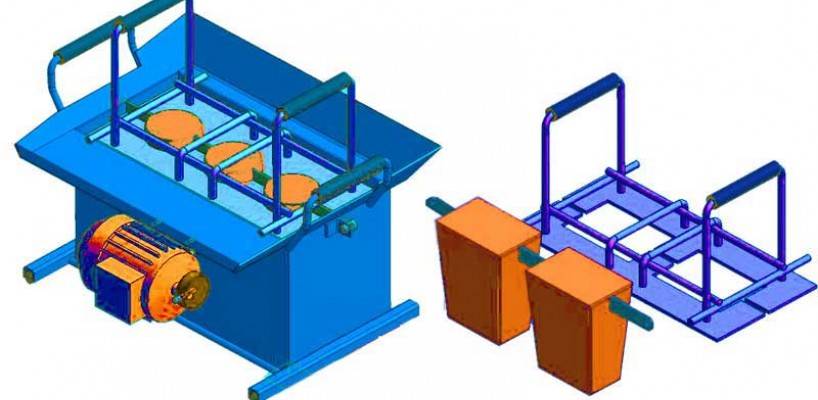
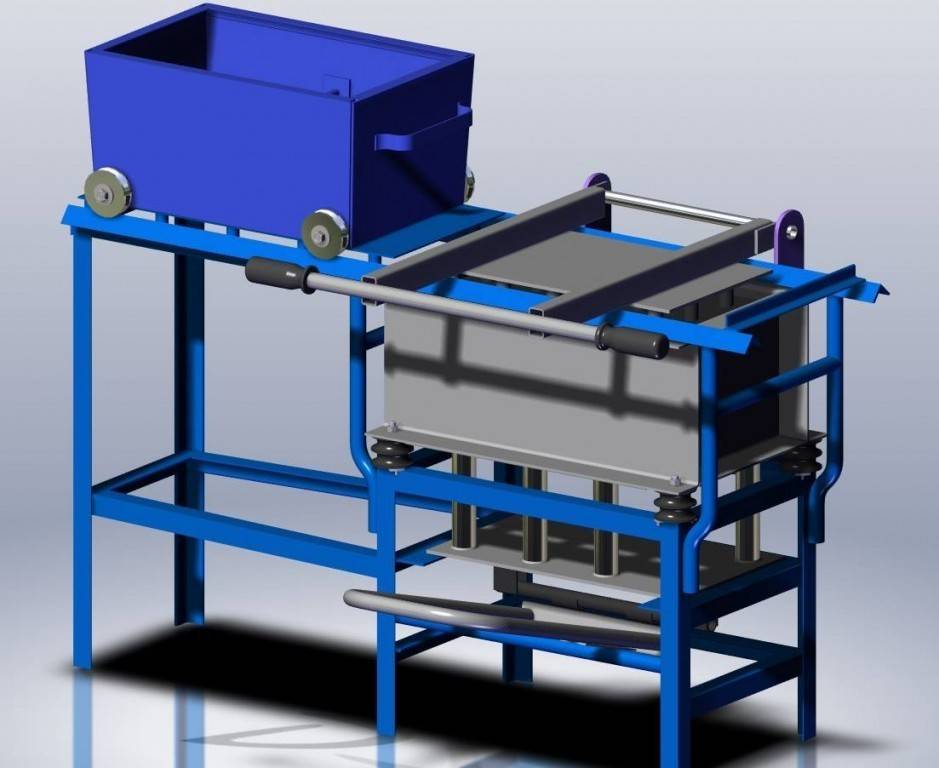
Конструкция самодельного вибростанка
устройство стола-вибратора: 1 — электромотор; 2 — груз для разбалансировки; 3 — шкив
Устройство вибростанка состоит из вибратора и матрицы-шаблона. Шаблонов может быть от одного до десятка, в зависимости от размеров самодельного станка. Матрица может быть любого удобного размера, если объединить несколько форм и установить их на электрический вибратор получается самодельный небольшой станок для изготовления шлакоблоков.
Вариантов чертежей в сети множество.
чертеж форм для шлакоблоков: 1 — матрица в развертке; 2, 3, 4 — поддоны; 5, 6, 7 — нижняя рамка матрицы делается из уголка 25х25; 8 — рейка для крепежа пустотников; 9 — пустотник; 10 — верхняя пробка пустотника; 11 — нижняя пробка пустотника
Матрицу своими руками делается по чертежу из металлического листа толщиной 3 мм. Форма представляет собой короб без дна, чтобы его поднимать предусмотрены ручки. Чтобы нижняя поверхность получилась ровнее и аккуратнее, сушат их на резиновых матах, обработанных любым моющим средством.
Еще один чертеж матрицы, которую несложно изготовить своими руками.
другой вид форм для шлакоблоков
Простая схема, позволяющая своими руками получать шлакоблоки без вибростола. В качестве пустотелов используются обычные стеклянные бутылки. Такую форму заполняют раствором с повышенным количеством влаги. Особенность этого метода в более продолжительном выстаивании раствора в формах — до нескольких часов. После чего форма разбирается и шлакоблоки досушиваются на воздухе.






Самодельные формы собирают из фанеры или листового металла, перед заливкой бетонной смеси изнутри форму обрабатывают техническим маслом.
Существует два варианта самодельных мини-станков:
- с вибростолом;
- в виде формы, к которой прикреплен двигатель со смещенным центром тяжести.
Второй вариант дает возможность изготавливать блоки без переворачивания, за один подход, поэтому он предпочтительнее при больших объемах производства.
схема станка типа «несушка»
Сделанный своими руками мини-станок, работает за счет электромотора, установленного снаружи. Вибрация обеспечивается разновеликими грузами, которые разбалансируют корпус. Чтобы форма снималась легче, пустотники выполнены в форме конусов с разницей диаметров до 3 мм.
Необходимые материалы и инструменты:
- углошлифовальная машина (болгарка);
- сварочный аппарат;
- лист металла толщиной 2,5 — 3 мм;
- уголки 25х25;
- труба для пустотников;
- 2 жесткие пружины;
- асинхронный электродвигатель мощностью 120 — 180 Вт.
Ход работ:
- углошлифовальной машиной выполнить выкройку из металла;
- по сгибам во избежание появления трещин сделать надпилы с внутренней стороны на 1\3 толщины;
- сделать форму, все углы тщательно проверяются, предварительно прихватываются и если все ровно — можно заваривать;
- для амортизатора приварить по нижней части уголок;
- приварить поддон для смеси;
- по верхней и нижней поверхности проварить форму;
- приварить уголки для установки вибратора;
- заузить концы труб для пустотников на 2,5 мм.
Видеоролик о том, как самому сделать станок и использовать его:
Технология производства керамзитобетонных блоков
Для формирования блоков используется многоразовая опалубка, специально сконструированная с учётом механизированной распалубки. Изначально стенки опалубки изнутри покрывают слоем эмульсола, необходимого для качественного «отхода» готового элемента.

Многоразовая опалубка.
Далее опалубку «заряжают» — в качестве днища к ней монтируют готовый декоративный элемент наружной отделки, изготовленный из тяжёлого бетона.

Опалубка «прямого» блока подготовленная для «зарядки».
Затем опалубку устанавливают на механические кантователи, транспортирующие её под смесительно-раздаточный узел.
Здесь происходит засыпка и трамбовка в опалубке керамзита, подаваемого в приёмный ковш транспортёрной лентой со склада хранения, где распаковка биг-бэгов автоматизирована. По отдельным каналам в смесительный узел поступает цемент, вода и пластификаторы.
Готовая бетонная смесь заливается в опалубку с керамзитом и после вибрирования и доливки бетона, опалубка отправляется на площадку первичного твердения (3-4 часа).
После формирования блоков опалубка раскрывается механическим способом, и готовые блоки укладываются на поддоны без участия человека.
Прямые блоки 400*200*200 (предназначены для обустройства вентиляционных каналов, стыковки с внутренними стенами и для сооружения заборов) и 600*400*200 (конструкции ограждающих стен) укладываются на поддоны 1200*800 мм в объёме 1,24 куб. метра.
Угловые блоки 598*598*198, 598*400*198 и 400*400*190 размещаются на поддонах 1200*1200 мм в объёме 1,28 куб. метра.
Так как керамзитобетонные блоки реализуются в кубах, такой способ укладки облегчает ведение бухгалтерского и складского учёта.
Готовая продукция транспортируется (карой или роклой) в камеру термического хранения на 12-16 часов, где происходит дальнейшее формирование блоков.
Затем КББ оборачивают термоусадочной плёнкой с пяти сторон (кроме низа) и отправляют на складскую площадку на срок не менее чем 20 дней для окончательного формирования. После этого КББ готов к транспортировке на стройплощадку, где завершится его полное созревание (28 дней).
Находясь в плотно обёрнутой плёнке, блоки медленно теряют влагу, что благоприятствует качественному формированию бетонного связующего камня.

Хранение блоков на складе под термоплёнкой.
Изготовление
Прежде всего, необходимо отметить, что данный вид материала имеет три основных вида:
- Первый из них представлен цельным блоком;
- Второй имеет пустоты, которые не превышают 30% всего объема;
- Третий тип делается пустотелым на 40%.
Именно это необходимо учитывать, создавая станок для шлакоблоков своими руками.
Чертеж простейшего станка, предполагающего ручное вынимание изделия из формы
Форма
Для начала необходимо изготовить форму, которая и будет служить своеобразным шаблоном для будущих изделий.
- Прежде всего, нужно определиться с размерами одного блока. В стандартном варианте это 40х20х20, но при желании можно задавать собственные габариты.
- Обычно станок для изготовления шлакоблока своими руками предполагает определенную вибрацию, а значит, параметры формы по высоте нужно задавать на 5 см больше. В стандартном варианте это будет выглядеть, как 40х20х25.
- Форму лучше изготавливать из металла толщиной более 3 мм. При этом все сварные швы нужно располагать снаружи, чтобы они не влияли на поверхность конечного продукта.
- Далее нужно сделать специальные вставки, которые бы служили для организации полостей. При изготовлении блоков с 30% пустотой используют три цилиндра диаметром около 8 см, а для 40% полости две вставки в виде трапеции.
- Эти детали можно легко изготовить своими руками из любых подручных материалов, начиная от обрезков труб и заканчивая плотным пенополистиролом.
Простейшая форма на две единицы без внутренних вставок
Виброустановка
Для эффективного производства шлакоблоков необходимо подвергать залитую форму вибрации.
Тогда из нее можно будет извлечь остатки воздуха и равномерно распределить плотный материал по всему объему.
В данном устройстве проблему создания колебаний проще всего решать двумя способами. Первый из них предполагает реализацию этого момента за счет установки электрической катушки с металлическим сердечником внутри. Обычно цена такого механизма невелика и часто встречается в дверных звонках.








Принцип монтажа двигателя на корпус формы
Однако стоит отметить, что подобный механизм очень ненадежен и не может обеспечить длительной эксплуатации. Также он является очень энергоемким и требует постоянной подстройки.
Второй способ создания колебании заключается в установке электрического двигателя, на рабочий вал которого крепят планку со смещенным центром тяжести. При этом стоит отметить, что данное устройство требует регулировки, чтобы слишком большая вибрация не разбрызгивала смесь в форме.
Данная система включена практически во все чертежи станка для изготовления шлакоблоков своими руками, поскольку для ее реализации можно использовать двигатель даже от стиральной машины, а надежность подобного технического решения проверена годами практического применения.
Станок заводского производства с вибрационным механизмом индукционного типа
Установка эксцентрика на двигатель
Каркас и подъемное устройство
Обычно чертежи шлакоблочного станка своими руками изготовленного предполагают размещение формы с двигателем на подвижной станине, к которой прикреплен специальный подъемный механизм. Конструкций подобного устройства существует очень много. Это связанно с тем, что каждый мастер создает данный аппарат исходя из собственных предпочтений, рабочего пространства и условий.
При этом назначение подобной конструкции заключается в том, чтобы осуществлять потоковое изготовление шлакоблока для бизнеса и облегчить выемку конечного изделия из формы. Стоит отметить, что многие мастера изготавливают станок для шлакоблока своими руками состоящий только из многоячеечной формы и вибростола. Все вспомогательные операции они производят вручную.
Именно поэтому прежде чем изготавливать самодельный станок для шлакоблока своими руками необходимо тщательно изучить технический процесс производства и сопоставить его со своими возможностями, площадями и условиями. Это поможет принять правильное решение и выбрать соответствующую конструкцию.
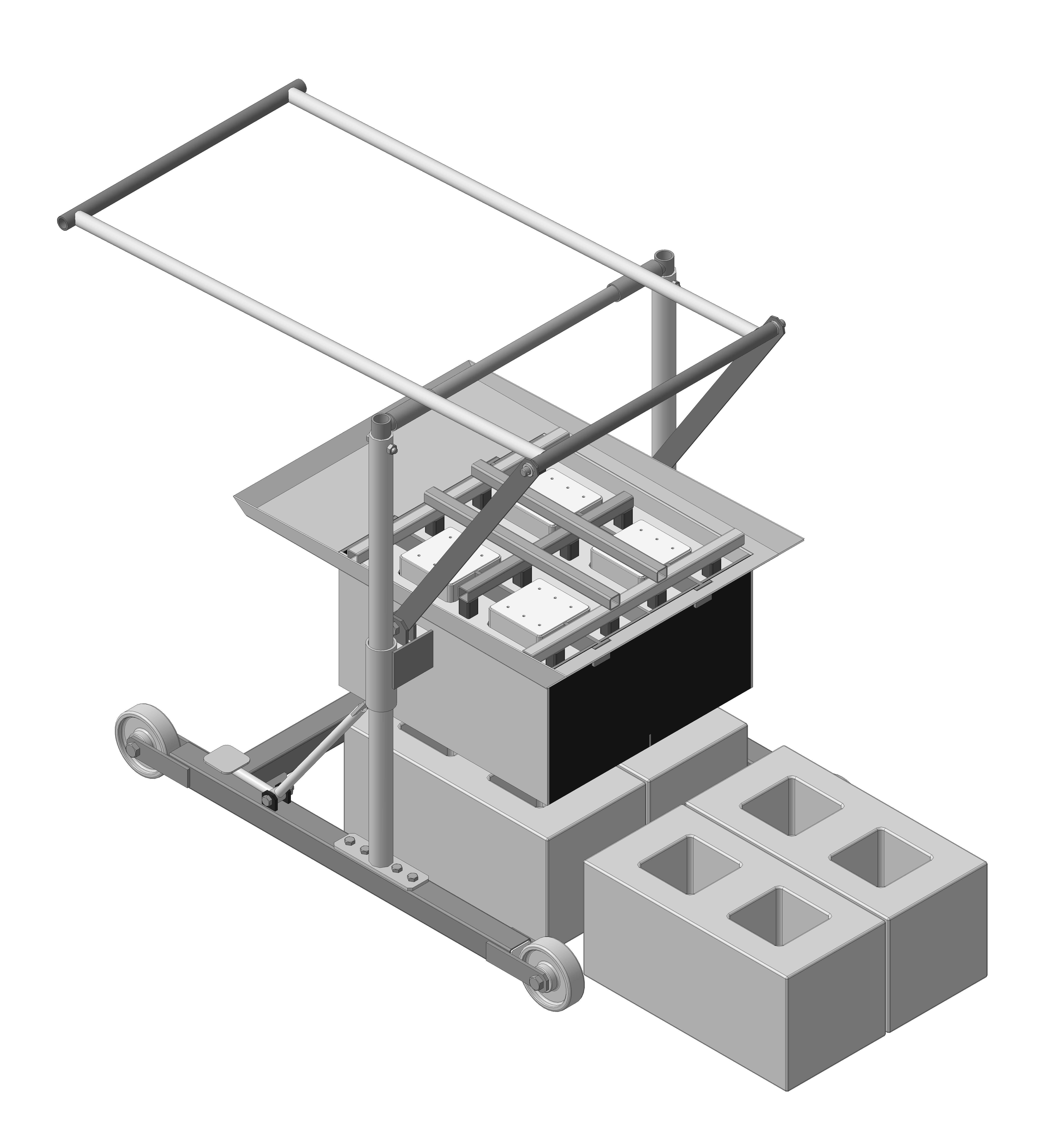
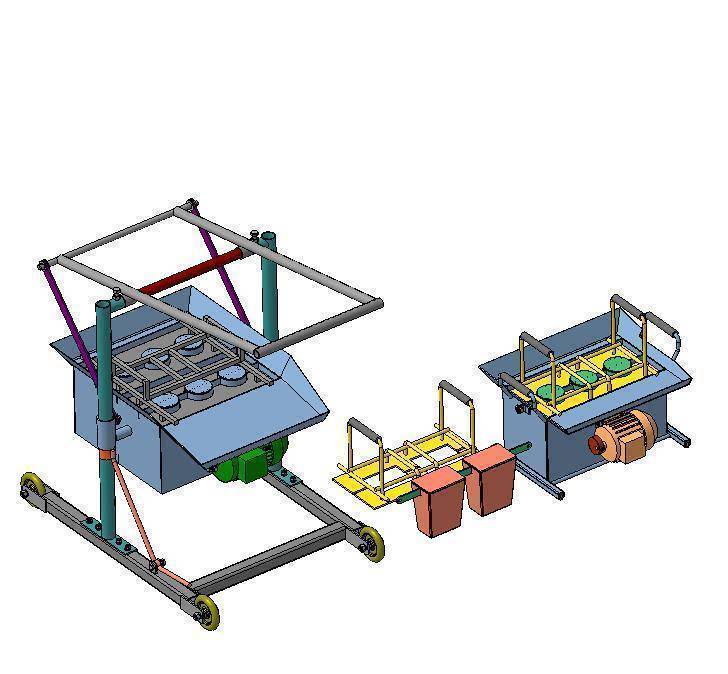
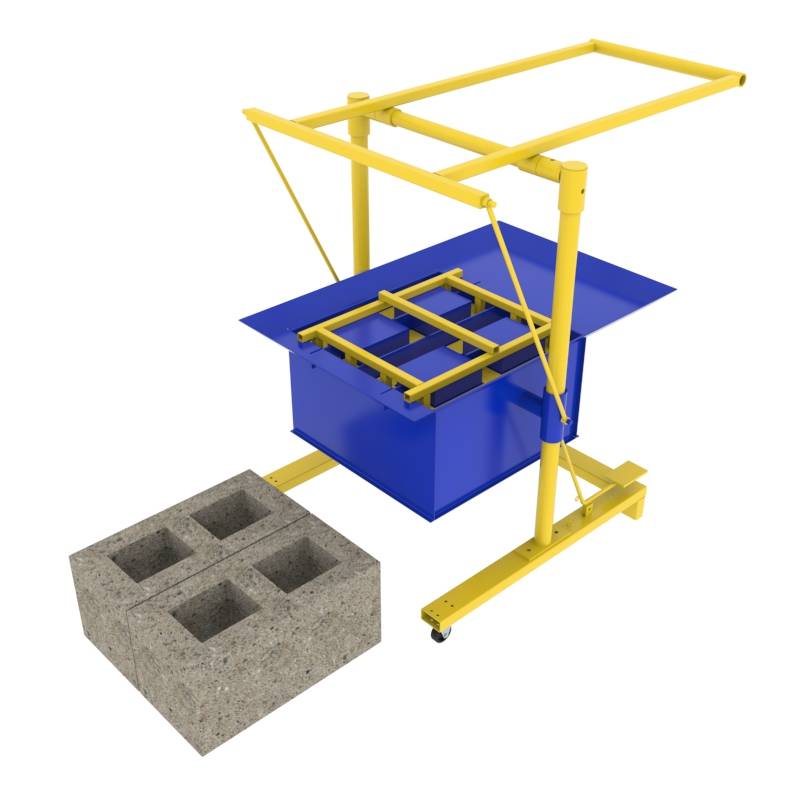
Станок со специальным механизмом для извлечения изделия из формы, выполненный в виде передвижной тележки
Рентабельность бизнеса
Разумеется, ваши расходы и доходы, а также рентабельность бизнеса в целом будет зависеть от многих факторов, начиная от используемого оборудования и материалов и заканчивая объемами производства. Однако расчеты, представленные ниже, помогут вам понять, сколько нужно будет вложить в проект и какой окупаемости и прибыли стоит ожидать.
Расходы
Первой и самой большой статьей расходов станет закупка оборудования, впрочем, эта сумма не столь велика. Так, к примеру, готовая линия, производящая более пятисот изделий (не только шлакоблоков), будет стоить около 300 000 рублей. Если же покупать оборудование по отдельности, то сумма инвестиций будет значительно ниже: лопата будет стоить около 500 рублей, тачка – около 1 500 рублей, вибростанок – от 40 до 90 тысяч рублей (самый дорогой вариант – универсальный, для производства шлакоблоков, тротуарной плитки, бордюр). Кроме того, предприниматель может купить станок б/у и даже изготовить его самостоятельно, что минимизирует расходы.
Ежемесячные расходы включают: затраты на сырье – около 33 000 рублей в месяц, около 390 тысяч рублей в год. Если вы планируете выпускать более 500 блоков ежедневно, вам нужно будет нанять 2 сотрудников с заработной платой около 15 тысяч рублей каждому. На первых порах можно справляться с работой и самостоятельно, однако каждый новый человек на производстве увеличивает объем производимых шлакоблоков на 300 штук.
Себестоимость
Стоимость материалов, необходимых для изготовления одного блока (электричество + вода + цемент + отсев + зарплата рабочих) будет равна приблизительно 23-24 руб. (если вы не нанимаете рабочих, стоимость будет составлять около 21 руб.). Розничная цена изделия будет варьироваться в зависимости от региона, используемых материалов, однако в среднем она составляет около 40 рублей.
Прибыль
Если вы реализуете 100% изготовленных блоков, то расчеты будут следующими: за 22 дня в месяц можно изготовить 13,2 тысячи изделий, т.е. около 160 тысяч в год. Продать их можно за 6,3 миллиона рублей. Сумма расходов на производство составит около 970 тысяч рублей в год (из которых 15% — это налоги). Следовательно, прибыль в год составит около 1,3 миллиона рублей, а рентабельность – около 52%.
Оборудование для мелклосерийного производства
1. Ручной стационарный вибростанок
Это оптимальное решение для домашнего производства блоков. Вибратор элементарной конструкции прикреплен к корпусу станка. Посредством колебаний, им производимых, происходит заполнение формы. Для создания пустот может оснащаться съемными стержнями.
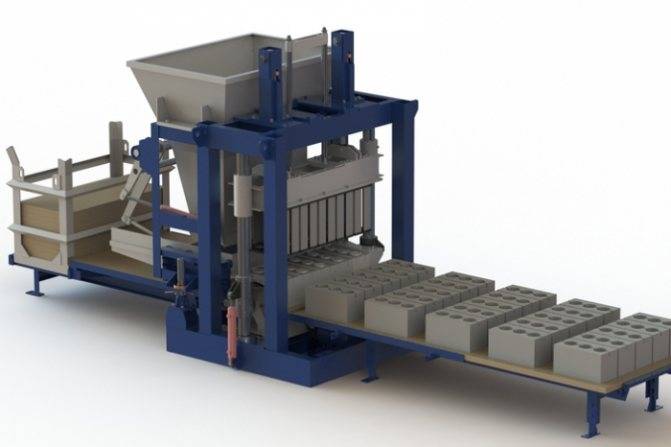
2. Мобильный высокомеханизированный станок
Его многосекционные формы имеют до 6 матриц. Некоторые модели оснащены не только вибромотором, но и прессом для утрамбовывания. В процессе производства формы заполняются смесью, вибрация и давление придают блокам нужную форму; для их просушки секция опускается на подготовленную опалубку; после этого, станок перемещается на новое место.
3. Вибростол
Состоит из металлической станины и прикрепленного к ней вибродвигателя. На металлический поддон устанавливают формы, заполненные раствором, который уплотняется посредством вибрации.
Вполне возможно, что ниша производства керамзитобетонных блоков в вашем регионе почти занята или в нее уже вообще не пробиться . В этом нет ничего страшного. Практически аналогичное оборудование требуется для производства газобетона и арболитовых блоков.
Технология производства керамзитоблоков

Керамзитобетон – искусственный материал, изготовленный на основе цемента, воды и керамзита. Керамзит получают путем обжига легкоплавкой глины.
Он представляет собой округлые или овальные гранулы неправильной формы, которые имеют диаметр 4-8 мм. Более мелкие гранулы называют керамзитовым песком.
Гранула керамзита на изломе похожа по структуре на застывшую пену. Благодаря спекшейся оболочке, гранулы отличаются особой прочностью.
Линия по изготовлению блоков «под ключ» включает:
- вибропресс с пультом управления;
- бетономешалку;
- эстакаду для установки бетономешалки с приемным лотком;
- формообразующую оснастку;
- формовочные поддоны.
Технология изготовления керамзитоблоков значительно отличается от процесса производства пеноблоков. Это обусловливает тот факт, что керамзитобетон обладает лучшими техническими качествами. Он не нуждается в дополнительном утеплении, и при разнице температур не образуется конденсат.
Технологический процесс можно разделить на следующие этапы:
- приготовление смеси;
- формовка;
- затвердение с применением вибростанка;
- просушка изделий;
- транспортировка на склад.
Приготовление смеси
На изготовление одного блока потребуется 0,01 м3 раствора. Как приготовить смесь и из чего определяется ГОСТом и ТУ и может несколько варьироваться.
Ориентировочные пропорции выглядят следующим образом:
- керамзит – 60%;
- песок – 20-22%;
- цемент – 10%;
- вода – 8-10%.
При соблюдении таких пропорций получается крепкий материал, который имеет небольшой вес и отличается хорошей теплоизоляцией. Вес готового блока в сыром виде составляет 11 кг, в сухом – 9,5 кг.
Чтобы блоки были как можно крепче и прочнее, в керамзитную смесь необходимо добавлять больше цемента. Но следует учесть, что в этом случае теплопроводность материала возрастет, поэтому стены будут несколько холоднее.








Цемент для производства блоков должен быть свежим и идеально чистым. Желательно взять цемент марки М400 или М500. Керамзитового песка необходимо брать в 2 раза меньше, чем керамзита. Это позволит обеспечить оптимальную плотность материала.
Чтобы получить глянцевую поверхность, в раствор можно добавить клей для камня или плитки. Но при этом экологическая безопасность материала снижается. Также в раствор добавляют специальные воздухововлекающие добавки. Как правило, для этого используют древесную омыленную смолу.
Чтобы повысить прочность материала, в него добавляют пластификатор (около 5 г на 1 блок). Такой материал отличается более высокой водонепроницаемостью и морозостойкостью. Он более стойкий к образованию трещин и истиранию блоков.
Приготовление смеси для керамзитоблоков в бетономешалке типа «груша»:
https://youtube.com/watch?v=6ZWv4b57KUg
Затвердение с применением вибростанка
Для обеспечения твердения раствора используют вибростанок. Благодаря вибрациям, раствор в формах становится более плотным и приобретает требуемую структуру. Когда раствор достигает максимальной плотности, излишки смеси снимают с помощью стальной пластины.
Просушка изделий
Блоки отправляются на просушку прямо в формах. Она может производиться естественным путем или с помощью пропаривания в специальной камере.
Сушка продолжается около двух суток. Если в смесь был добавлен пластификатор, время сушки снижается до 6-8 часов.
Самодельный станок для изготовления блоков
Это устройство даст возможность получать более надежные строительные материалы, а также ускорить сам процесс производства. Сборка его не обещает особых трудностей при изготовлении, однако такое оборудование будет в состоянии поспорить даже с заводскими аналогами.
Самый элементарный вариант вибропрессовочного станка состоит из матрицы, ручного пресса и вибратора. Чтобы минимизировать физические нагрузки, «давилку» легко усовершенствовать — применить рычажную систему.
Материалы, инструменты
Чтобы собрать станок для изготовления блоков, необходимо подготовить и/или приобрести:
- листовой металл, минимальная толщина — 3 мм;
- трубы для пустот, диаметр — от 8 до 10 мм;
- швеллера, полосы металла (3 мм);
- электродвигатель (до 1 кВт);
- болгарку, диск для металла;
- сварочный аппарат;
- слесарный инструмент;
- тиски;
- шплинты;
- крепеж: болты, гайки, шайбы.
Размеры и форму матрицы выбирают самостоятельно, так как эти параметры зависят лишь от масштабов производства блоков.
Как делают оборудование?
Изготовление самодельного вибропрессовочного станка происходит по такому сценарию:
- Из листового металла болгаркой вырезают заготовки для стенок формы, а также для внутренних перегородок. К высоте прибавляют лишние 50 мм, они будут необходимы для трамбовки бетона.
- Трубу режут на такое количество отрезков, сколько необходимо для пустот всех кирпичей, изготавливаемых одновременно. Каждый из них должен иметь по три отверстия. Длина каждого элемента меньше высоты матрицы: разница составляет 3-5 мм.
- Цилиндрические отрезки превращают в конусные. Трубы сначала разрезают до середины, затем обжимают заготовки в тисках. Теперь черед сварочных работ: это соединение сторон обжатых труб, глухое заваривание элементов с двух сторон.
- Следующий шаг — соединение каждых трех заготовок металлическими пластинами. Затем добавляют с обоих краев «трубчатого» ряда по пластине для крепления к стенкам. В них делают отверстия для фиксации к проушинам.
- Посередине каждого отсека делают пропилы. С внешней стороны формы приваривают проушины. Они дают возможность временного крепления труб для получения пустот. В этом случае, убрав цилиндры, можно делать полнотелые шлакобетонные блоки.
- Сваркой снаружи длинной (либо поперечной, это зависит от размеров станка) стенки приваривают четыре болта для фиксации электродвигателя-вибратора. Сверху приваривают металлический фартук, а по краям — лопасти.
- Из толстой пластины делают пресс с ручками и отверстиями для труб-ограничителей. Диаметр их немного больше, чем у труб: пресс должен опускаться вглубь матрицы на 50-60 мм, но не более.
- Монтируют двигатель. На вал приваривают эксцентрики. Это болты, которые фиксируют параллельно валу, оставляя место для гаек. Оси крепежей должны совпадать. На болты накручивают гайки, они дадут возможность изменять силу и частоту вибрации.
- Станок чистят, полируют, грунтуют, сушат, потом окрашивают. Последние необходимые операции — шплинтование (стопорение) резьбовых соединений, заземление электрической части.
Производительность
Этот агрегат не сможет гарантировать больших объемов продукции, однако и цели такой в домашнем хозяйстве обычно не ставят. Говорят, что работая вдвоем с матрицей на несколько шлакобетонных блоков, за день можно изготовить десятки камней. Тут цифры очень разнятся, поэтому приводить их в качестве примера не имеет смысла.