
Труба пнд водопроводная – размеры и цены
Если вам нужна напорная труба пнд, то по толщине она значительно больше, чем безнапорные изделия. Например, в случае самотечной канализации применяют трубы с показателями SDR от 26 до 41, а для слабонапорного водопровода малоэтажного здания вполне подойдут трубы — SDR 21-26.
Если есть необходимость в обеспечении высокого давления для магистрального водопровода или чтобы устроить канализационный напорный коллектор, показатели SDR должны быть не более девяти.
Выбирая трубы ПНД для проложения канализации, размер и цена будет зависеть от того, что изделие с большим диаметром и большей толщиной стенки будет стоить выше. Это касается и других ПЭ труб.
Муфтовые способы соединения
Соединение труб ПНД с помощью электромуфты
Данный метод стыковки труб из ПНД применяется при ограниченном пространстве для проведения сваривания. Различают электрические и компрессионные муфты.
В электромуфтах присутствует встроенный нагревательный элемент, который позволяет расплавить соединяющуюся поверхность. Рассмотрим, как соединить полиэтиленовые трубы с помощью электрической муфты:
- Трубы пнд полиэтиленовые, подлежащие соединению, размещаются строго на одной оси.
- Небольшой участок поверхности изделия от края соединения очищается от пыли, обезжиривается. Затем проводится зачистка (снятие) поверхностного слоя микроскопической толщины.
- На трубы одеваются электромуфты и подключаются к источнику тока.
- Закладные внутренние элементы обеспечивают нагрев поверхности и слегка расплавляют полиэтилен.
- Благодаря своей способности к расширению и увеличению в диаметре при нагревании, полиэтиленовая ПНД труба создает необходимое давление для получения надежного, герметичного соединения.
Время, на протяжении которого необходимо подавать электричество, а также момент отключения современными устройствами контролируется самостоятельно. Все данные по этой операции сохраняются в электронной памяти прибора.
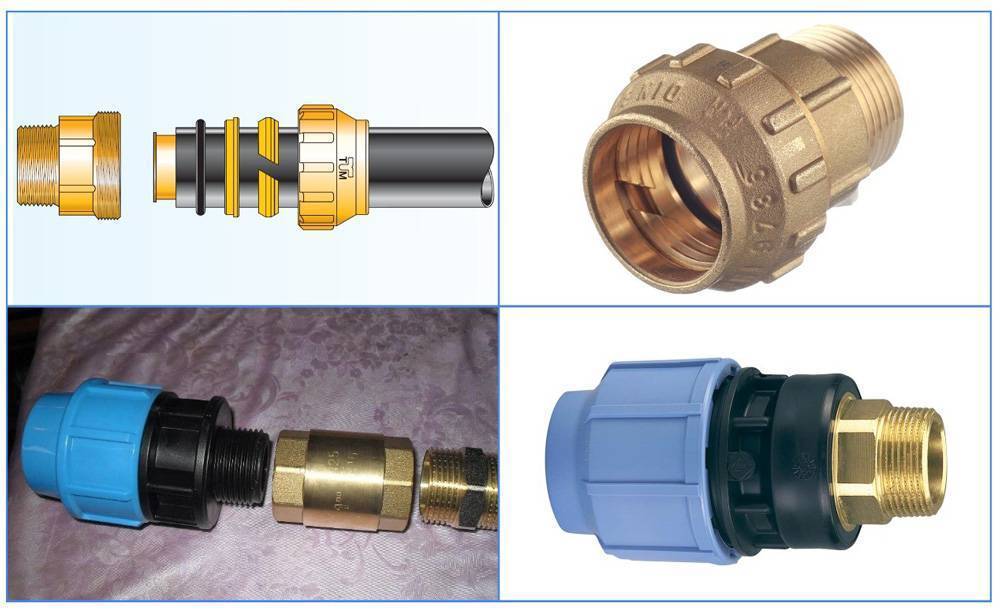
С помощью компрессионной муфты
Компрессионные муфты (фитинги) позволяют соединять полиэтиленовую трубу:
- одинакового диаметра;
- разного диаметра;
- с изделиями, имеющими внутреннюю (внешнюю) резьбу, в том числе со стальными трубами.
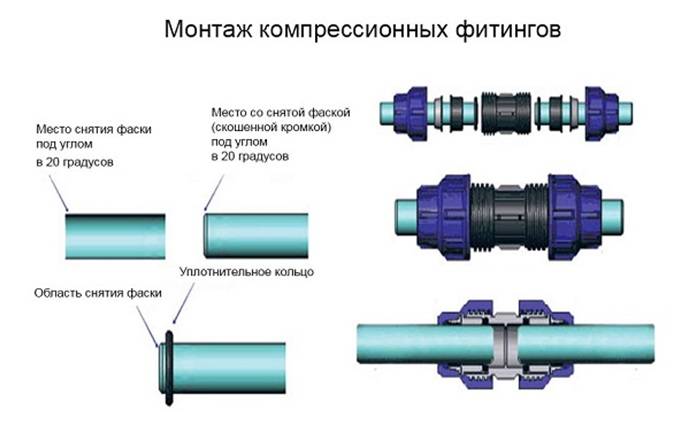
Преимуществом данного способа соединения полиэтиленовых труб является отсутствие необходимости в дополнительном специальном оборудовании и более низкая стоимость фитингов. Используются компрессионные муфты для соединения труб в следующей последовательности:
- Муфта частично разбирается, накидная гайка отворачивается на несколько оборотов.
- Поверхность ПНД трубы очищается от пыли и снимается наружная фаска с торца изделия.
- На трубе отмечается расстояние, на которое должен войти фитинг в изделие.
- Муфта с определенным усилием полностью плотно вводится в полиэтиленовую трубу до отметки.
- После затяжки накидной гайки получается прочное соединение.

Герметичность обеспечивается благодаря упругому уплотнительному кольцу, которое удерживается с помощью запрессовывающейся втулки.
Для каждого вида компрессионной муфты производителем указывается усилие, с которым необходимо затягивать накидные гайки. При слабой затяжке не будет обеспечена необходимая герметичность соединения, а от чрезмерного усилия могут повредиться полиэтиленовые изделия.
Как соединить ПНД трубу: виды перехода (фитингами, фланцем или сваркой), как правильно для водопровода 50 и 110мм
Здравствуйте, дорогой читатель! Если у Вас возникла необходимость проложить трубопровод холодной воды, можно использовать изделия из полиэтилена низкого давления (ПНД) – недорогого и практичного материала. У каждого материала имеются свои тонкости и особенности монтажа. В этой статье мы расскажем читателям о том, как соединить ПНД трубу.
Сфера применения
ПНД применяются исключительно для трубопроводов холодной воды, так как могут эксплуатироваться при температуре не более 40 °С. Рабочее давление – не более 20 Мпа (2 атмосферы). Применяются повсеместно для прокладки водопроводных и канализационных сетей под землей и систем водоснабжения от скважины с насосом.
Более широкое распространение тормозится нестойкостью к ультрафиолетовому излучению – полностью перейти на ПНД не получится.
Кроме того, в гладких или гофрированных трубках прокладывают кабели связи или электроснабжения.
Преимущества и недостатки этих труб:
Преимущества
- низкая стоимость;
- химическая инертность – не вступает в реакцию ни с щелочами, ни с кислотами; вода не приобретает постороннего привкуса или запаха;
- коррозионная стойкость; стойкость к воздействию агрессивных сред;
- долговечность — первые трубы отработали уже более пятидесяти лет;
- гладкая внутренняя поверхность — такие трубы не «зарастают» солями кальция, как металлические;
- переносят замораживание с водой внутри и не лопаются, как металлические;
- не боятся перепадов температур (в пределах от — 20 °С до 40 °С):
- пластичный полиэтилен легко переносит подвижки грунта;
- технологичность – легкий и быстрый монтаж;
- полиэтилен экологичен – его производство и утилизация не приводят к загрязнению окружающей среды;
- малый вес облегчает их монтаж, хранение, транспортировку.
Недостатки
- самый существенный недостаток – чувствительность к ультрафиолету. Водопроводы, оставленные под открытым солнцем, буквально за пару лет начнут разрушаться. Поэтому водопроводные трубы из ПНД используют исключительно в подземных коммуникациях и в помещениях с искусственным освещением или без света вовсе (например, в подвалах и цокольных этажах без окон);
- не предназначены для работы с горячими средами.
Требования, предъявляемые к сварным соединениям
- на месте шва не может быть никакой впадины – только выступающий валик;
- смещение торцов друг относительно друга не должно превышать 10% от толщины стенки трубы;
- при толщине стенки до 5 мм толщина валика не должна быть больше 2,5 мм; для толщины стенки – не больше 5 мм.
Необходимые инструменты и материалы
- центратор;
- гидравлический агрегат;
- нагреватель с регуляцией температуры;
- торцеватель с электроприводом;
- вкладыши для различных диаметров свариваемых изделий.
Ход работ
- трубы ПНД зажимаются в центрирующем приспособлении;
- производится торцовка и снятие фаски;
- торцы обезжириваются;
- поверхности нагреваются сварочным нагревателем и оплавляются;
- сварочный нагреватель удаляется;
- торцы сжимаются таким образом, чтобы сформировался валик шва;
- трубы не трогают до полного охлаждения, затем убирают центратор.
по соединению
Всегда лучше увидеть процесс производства каких-либо работ. Наше видео поможет Вам увидеть все тонкости процесса сварки труб ПНХ.
Как соединить трубу ПНД с полипропиленовой
Полиэтилен и полипропилен не свариваются. Правильно соединить их между собой только с помощью фитингов. На соединяемые торцы следует наварить или надеть МРВ (муфты с внутренней резьбой) из соответствующего материала, на одну МРВ накрутить быстроразборное резьбовое соединение («американку»), затем с помощью накидной гайки соединить две МРВ.
Как выполнить стыкование полиэтиленовой и стальной трубы
Такое стыкование производится аналогично стыкованию ПНД и полипропилена. Стальной трубопровод, как правило, оканчивается резьбой. Можно вместо «американки воспользоваться сгоном – но этот вариант уже себя отжил.
https://youtube.com/watch?v=4wC36soTX8k
На крупных магистралях на таких стыках обычно монтируется вентиль или задвижка – в таком случае можно использовать фланцевое соединение.
Заключение
Мы надеемся, что наша статья помогла читателю разобраться в тонкостях соединения труб из полиэтилена низкого давления своими руками. Делитесь полезной информацией с друзьями и знакомыми в соцсети, приглашайте друзей и подписывайтесь сами на нашу рассылку – и вы всегда во всеоружии будете приступать к любым домашним ремонтам.
Загрузка…
Как соединить пластиковую трубу с металлической без резьбы
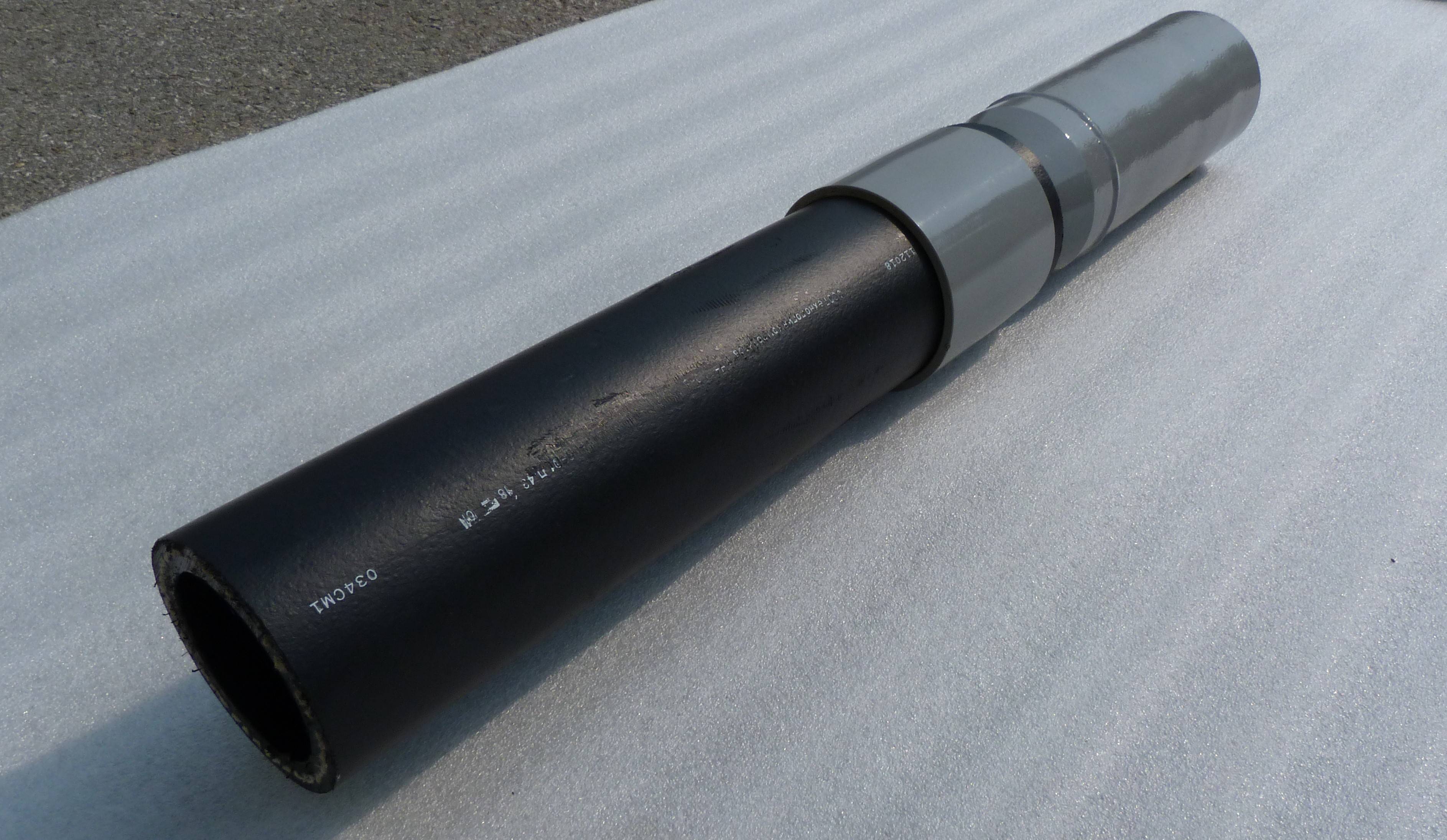
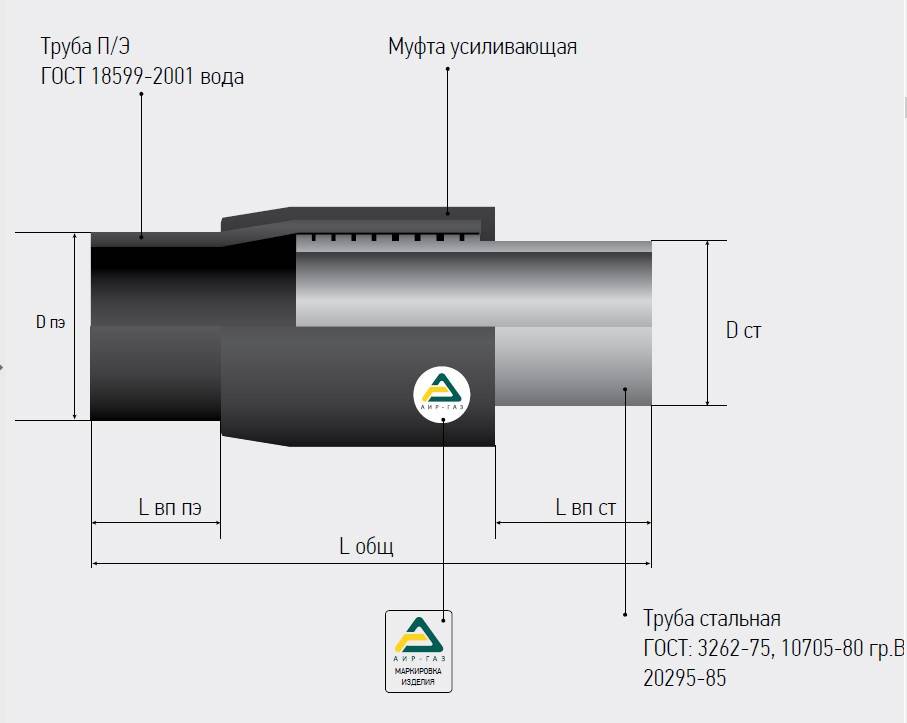
Рассмотренные выше соединения основывались на том, что к пластиковой трубе припаивался или крепился каким-либо способом фитинг, имеющий резьбу для соединения с металлической деталью, имеющей ответную резьбовую часть. Данная технология является общепринятой и обеспечивает высокое качество, герметичность, и прочность соединения, ее единственный и основной недостаток – невозможность стыковки с трубами, имеющими гладкую поверхность. Следует отметить, что непосредственно соединить пластиковую трубу с железной без резьбы при прокладке любого вида инженерных коммуникаций невозможно, для их сопряжения разработана технология с применением электросварных муфт и переходных элементов НСПС.
При прокладке трубопроводных магистралей большого диаметра промышленного назначения используется стыковка разнородных трубных участков с помощью фланцев, к примеру фланцевое соединение металлической трубы с полиэтиленовой или полипропиленовой. Для его реализации к стальным трубам приваривают фланцы, а к пластиковым специальные бурты. За бурт предварительно перед сваркой устанавливается ответный фланец. Стыкуется узел при помощи болтов, которыми стягиваются фланцы.
Рис. 9 Соединение с помощью хомутов – примеры
Соединение пластиковой трубы с металлической без резьбы можно провести следующими полукустарными методами, не гарантирующими приемлемое качество стыка:
При помощи хомутов. Метод довольно прост, пластиковая труба обычно из сшитого полиэтилена одевается на стальную и зажимается стальным хомутом, помещенным на ее наружную оболочку, при помощи прижимного винта. По технологии этот способ напоминает подсоединение труб из сшитого полиэтилена, используемых при укладке теплых полов, к коллектору, имеющему безрезьбовые входные металлические штуцеры.
Если стальная и полимерная труба имеют приблизительно равные диаметры, можно вставить внутрь полимерной стальную гильзу для увеличения прочности ее стенок и соединить обе трубы сверху стальным накладным хомутом, прижав его четырьмя винтами. Правда при данном методе соединения придется хорошо подумать о герметизации стыка.






Переходных муфт. Переходные муфты из достаточно прочных и эластичных обрезков полимерных труб можно использовать как кустарный способ стыковки двух элементов. Для этого в отрезок муфты, имеющий внутренний диаметр стыкуемых полимерной и металлической деталей, вставляются обе соединяемых элемента и прижимаются по краям накладными хомутами.
Рис. 10 Gebo – внешний вид и принцип работы
Фитинга Gebo. Одна из новейших разработок зарубежных специалистов – компрессионный фитинг Gebo, предназначенный для состыковки двух отрезков металлических труб одинакового диаметра, подходящего к внутреннему размеру Gebo. Отличительная особенность Gebo – наличие в конструкции компрессионной муфты уплотнительного резинового кольца, которое исключает протечки. Хотя данный фитинг по инструкции не может осуществлять сопряжение металла и пластика, теоретически жесткая ПП-труба с внутренней прослойкой из стекловолокна или алюминия может быть надежно и герметично состыкована с металлической при одинаковом размере их внешних диаметров.
Поэтому применение фитинга Gebo довольно грамотный ответ на вопрос, как соединить металлическую трубу с полипропиленовой, когда обе детали имеют гладкие стенки и одинаковые размеры в окружности.
Соединение труб и резервуаров для отвода воды
Помимо общего устройства канализационной или водопроводной системы, необходимо предусмотреть возможности и варианты крепления коммуникаций с резервными или водоотводящими емкостями. Чтобы осуществить соединение полиэтиленовых труб в колодцах используется прессовочная сварка.

Вид прессовочной сварки
Для её осуществления понадобится специальный коленный штуцер, который будет обрабатываться автоматическим сварочным аппаратом. Особенностью краевой или прессовочной сварки является то, что работа может проводиться при использовании обычного инвертора и электродов. Узлы колодец-труба, созданные таким образом очень прочные и долговечные. В отдельных случаях допускается использование резьбовых креплений или фитингов (при небольших напорах сточных вод).
Что из себя представляют трубы ПНД
ПНД — это полиэтилен, изготовленный под низким давлением. ПНД получается путем полимеризация органического вещества этилена при температуре до 120 ͒С под давлением до 2 МПа в растворе специального катализатора. Получившийся материал еще называют полиэтиленом высокой плотности (ПВП), поскольку он плотнее и прочнее других полимеров.
Преимущества и недостатки труб ПНД
К преимуществам ПНД труб относятся:
- Невосприимчивость к любого рода растворителям. При температуре до 80 ͒С трубы из ПНД не растворяются вовсе. При достижении этой температуры — только в специальных растворителях. Вода наносит вред только при температуре от 180 ͒С.
- Не подвергаются коррозии. Это проблема известна для всех металлических труб, которые под действием воды и воздуха со временем начинают окисляться. ПНД трубам коррозия не страшна, поскольку в их составе нет металлов.
- Гладкая внутренняя поверхность. Шероховатости и неровности приводят к накоплению разного рода загрязнений. Со временем такая грязь способная почти полностью перекрывать просвет. Трубы ПНД гладкие, потому ничего не мешает ламинарному течению жидкостей по ним.
- Долговечность. Производители обещают, что их продукция способна прослужить до 50 лет. Стоит учитывать, что эта цифра была получена теоретическим путем. Полиэтилен высокой плотности был введен в эксплуатацию около 60 лет назад, потому достоверных данных о таком сроке службы еще не получено.
- Гибкость. ПНД трубы очень гибкие, их даже можно свернуть в рулон. Это неоспоримое преимущество в том случае, если их прокладывают через неровную местность.
- Высокая прочность. ПНД — прочный, герметичный и в то же время эластичный материал. Он не протекает, не ломается и не перегибается. Благодаря гибкости и прочности они хорошо зарекомендовали себя даже в сейсмически активных районах.
Существенным недостатком является неустойчивость материала к ультрафиолетовым лучам.
Трубы ПНД прокладывают только под землей или внутри помещений вдали от солнечного света. При воздействии солнечных лучей, полиэтилен высокой плотности становится хрупким и начинает разрушаться. Процесс распада проходит быстро, такие трубы необходимо менять.
Давление
Еще одной важной конструктивной особенностью всех изделий, составляющих фланцевое соединение, является условное давление, которое может выдержать соединение. Показатели по давлению зависят от геометрических размеров фланца и исполнения уплотнительной поверхности
Фланец стальной плоский приварной (ГОСТ 12820-80, рис.1) и фланец стальной свободный на приварном кольце (ГОСТ 12822-80) выдерживают давление до 25 кгс/см2, а вот фланец стальной приварной встык (ГОСТ 12821-80) может выдерживать давление до 200 кгс/см2.
При этом особенностью данного показателя является то, что он может выражаться в различных единицах измерения: кгс/см2, Па, МПа, атм., бар. Единицей измерения при производстве и обозначении фланцев является кгс/см2.
Основными марками стали для производства фланцев считаются следующие:
• Сталь 20 или сокращенно Ст.20 (регламентируется ГОСТом 8479-70) — сталь конструкционная углеродистая качественная. Фланцев из такой стали ст. 20 распространены чаще всего и их применяют при монтаже различной трубопроводной арматуры в магистралях (вода, пар, и т.д.) с температурой внешнего воздействия не ниже — 40 градусов и внутренней температурой не выше +475 градусов Цельсия.
• Не менее распространенной при изготовлении фланцев является так же марка стали 09г2с, сокращенно ст. 09Г2С (соответствующая ГОСТу 19281-89) – такая сталь конструкционная низколегированная для сварных конструкций. Отличием ее от стали 20, является то, что фланцы 09г2с могут эксплуатироваться с температурами внешнего воздействия до — 70 градусов. И соответственно (нефть, природный газ и т.д.), тем не менее, температура рабочей среды не должна превышать + 475 градусов Цельсия.
• Сталь марки 12Х18Н10Т (соответствует ГОСТ 25054-81) – такая сталь является конструкционной криогенной. Фланцы из стали 12Х18Н10Т разрешается эксплуатировать в агрессивных условиях например, разбавленные растворы азотной, уксусной, фосфорной кислот, растворах щелочей и солей, с диапазоном рабочих температур от -196 до +350 градусов Цельсия.
• Сталь марки 10Х17Н13М2Т (соответствует ГОСТ 25054-81) – эта марка коррозионно-стойкая обыкновенная. Разрешена эксплуатация таких изделий в средах имеющих повышенную агрессивность, обладает устойчивостью против электрохимической и химической коррозии, коррозии под напряжением и др., диапазон разрешенных температур от -196 до +600 градусов Цельсия. Имеет длительный срок службы.
• Сталь марки 15Х5М (ГОСТ 20072-74) обладает свойствами жаропрочности, является низколегированной. Такая сталь используется для изготовления фланцев способных обладать высокой сопротивляемостью окислению при температуре 600-650 градусов. Обладает жаростокостью.
Конечно, кроме перечисленных марок сталей в производстве стальных фланцев могут применяться и другие марки сталей, например: 13ХФА, 10Г2ФБЮ, 08Х18Н10Т, 17Г1С, 10Г2С, 30ХМА, 40Х и другие.
Конструкции электромуфтовых сварочных аппаратов
Рассмотрим их на примере отечественного устройства «Трасса-М», сертифицированного в России, и получившего за 10 лет применения довольно высокую оценку специалистов по стыковой сварке ПНД-труб. Аппарат включает в себя следующие узлы:
- Источник питания током мощностью 4,5 кВА (при максимальном сварочном токе 48 А).
- Стабилизатор питания с автоматом защиты.
- Считыватель для определения штрих-кода присоединяемого фитинга.
- Сварочный кабель с двумя сменными наконечниками.
- Графический дисплей.
Электромуфтовый сварочный аппарат «Трасса-М» работает от сети 220 В. Перед включением устройства при помощи считывателя определяются характеристики фитинга, после чего вручную, либо автоматически в память устройства вводятся значения входного напряжения, которое будет подаваться на муфту. Для этого используется не оптический карандаш, а бесконтактный сканер, что даёт некоторые эксплуатационные преимущества, и снижает требования к тщательности оценки.
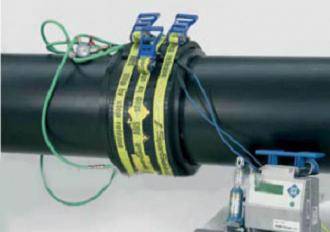
Соединяемые части трубопроводов размещаются строго вертикально, причём зона сварки должна быть надёжно укрыта как от влаги, так и от прямых солнечных лучей. Подготовленная муфта устанавливается на зону стыка и позиционируется в нужном положении (при обнаруженных овальностях трубы применяются накладки). Предварительно внешние и внутренние образующие трубопровода очищаются специальным раствором и просушиваются салфеткой. Режим функционирования аппарата не подбирается оператором, а устанавливается автоматически. В зависимости от результатов работы считывающего устройства. Контрольными параметрами являются:
- время нагрева, с;
- время охлаждения, с;
- диаметр трубы в месте стыка и диапазон температуры внешнего воздуха (оказывает влияние на продолжительность процесса остывания ПНД).
При нагреве образуется равномерная структура материала, устраняются минимально остающиеся (до 0,1 мм) зазоры в соединении, а протяжённость нагревательного элемента достаточна для надёжной работы трубопровода в течении 10 лет и более. Цена аппарата – около 105 тыс. руб.
Из зарубежной техники аналогичного предназначения стоит отметить установку Pegasus (Пегас) от английской фирмы Candervale Technology. «Пегас» представляет собой полностью автоматизированный аппарат для электромуфтовой сварки – при подключении внешнего питания дисплей определяет все внешние условия, необходимые для сварки, после чего предлагает подключить внешние разъёмы на муфте к клеммам источника тока. Процесс считывания штрих-кода аналогичен таковому для «Трассы-М». Используемый ток (20…25 А) несколько ниже, чем у предыдущего устройства, что объясняется потребностью в более мягком и равномерном прогреве стенок трубы. Цена вопроса – около 155 тыс. руб.
Как следует из изложенного, аппараты для электромуфтовой сварки при нерегулярном использовании целесообразнее арендовать, чем приобретать. Тем более, что приобретение самих муфт – также достаточно дорогое удовольствие: от 250 руб. за муфту диаметром до 25 мм, до 15000 руб. за муфту диаметром от 430 мм.










Кольцевая пила по дереву. Подберём любой размер
Бадья для подачи бетона. Особенности конструкций
Как соединяются детали

Фитинги для разъёмных соединений
При прокладке трубопроводов с использованием полиэтиленовых деталей неизменно возникает необходимость в их соединении.
Делать это можно двумя способами:
- С помощью разъемных фитингов;
- С помощью сварки.

Сварной шов в разрезе
Первый вариант хорош тем, что для монтажа узла трубопровода не требуются никакие специальные инструменты. С другой стороны, цена фитингов достаточно существенна, да и номенклатура таких изделий ограничена, потому ставят их обычно там, где без возможности рассоединения труб просто не обойтись – т.е. во внутренней части трубопровода.
Сварной метод более трудоемок, поскольку требует задействования специального оборудования — контактных сварочных аппаратов, муфт, паяльников и т.д. С другой стороны, для его реализации не нужны дорогостоящие разъемные фитинги, да и надёжность сращивания труб при таком способе возрастает на порядок.

Соединения с использованием сварных муфт
В общем, если вы планируете монтировать трубопровод из полиэтиленовых деталей, то без освоения сварочного способа вам точно не обойтись. И даже если вы не будете выполнять работу своими руками, а обратитесь к специалистам, знать азы технологии необходимо — хотя бы для должного контроля и оценки качества результата.
Разъемные соединения полиэтиленовых труб
Разъемные соединения (так же, как и соединения постоянные) разделяются на несколько разновидностей. Однако самым популярным видом таких соединений являются фланцевые соединения полиэтиленовых труб. 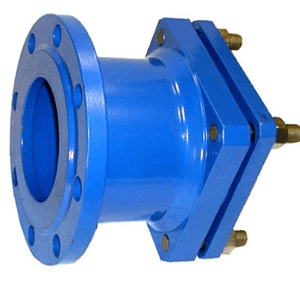 Фланец
Фланец
Фланцевые соединения чаще всего применяются для стыковки полиэтиленовых трубопроводов, работающих под значительным напором, с запорной фурнитурой либо же с металлическими фрагментами трубопровода.
Фланцевое соединение осуществляется посредством втулки под фланец, которую мы привариваем на конец полиэтиленовой трубы, и металлического фланца. Фланец, зафиксированный на втулке, дает возможность состыковать трубопровод с металлической трубой, или же присоединить его к элементу арматуры (крану, насосу и т.д.)
В тех случаях, когда соединение пэ труб методом стыковой сварки нецелесообразно с экономической точки зрения (например, нужно соединить всего пару-тройку труб – не тащить же ради этого сварочную установку!) а фланцевое соединение невозможно ввиду малого диаметра трубы, применяем обжимные фитинги. Компрессионные фитинги
Обжимные (также называемые компрессионными) фитинги имеют ряд достоинств: они позволяют очень быстро и просто производить монтаж соединения труб, обеспечивают высокую надежность, герметичность и долговечность соединения. При этом для монтажа компрессионных фитингов не требуется специального оборудования, что является еще одним аргументом в их пользу.
Однако самым простым способом соединения труб из полиэтилена является раструбное соединение.
Впрочем, применимо оно в большинстве случаев исключительно для безнапорных трубопроводов – например, для обустройства канализации. Соединенные «в раструб» трубы фиксируются за счет уплотнительного резинового кольца — при этом при необходимости такой трубопровод легко расстыковывается.
Очень удобно использование раструбных соединений, например, при подключении сифонов кухонной раковины – при необходимости соединения быстро разбираются для удаления возникшего засора.
Ответ на вопрос «Как соединить полиэтиленовые трубы?» далеко не прост. И все же для любой ситуации найдется способ соединения, который обеспечит надежность и безупречное функционирование всей системы!
Предыдущая запись О том какие трубы выбрать для отопления: пластиковые, металлопластиковые, стальные, медные
Следующая запись Способы сделать монтаж полиэтиленовых труб
Трубы из полиэтилена: их соединение
Вопрос о соединении полиэтиленовых труб с водозапорной арматурой и между собой встает при устройстве сетей водопровода.
Так, соединения полиэтиленовых труб, в зависимости от своего функционального назначения, разделяются на две группы:
- разъемные – они могут быть разобраны в течение эксплуатационного срока:
- зачастую разъемное соединение производят при помощи же фланцевого соединения, то есть при использовании обычных стальных фланцев.
- а вот цанговые соединения осуществляют при помощи компрессионных фитингов на малых диаметрах труб.
- неразъемные – при эксплуатации их разборка не требуется. Неразъемное соединение труб из полиэтилена производится при использовании:
- стыковой сварки;
- сварки муфтой с закладными электрическими нагревателями (сварки с электрофузионной муфтой).
Приведем технологию проведения каждого вида соединений.
Сварка при помощи электромуфты
Правильный выбор полипропиленовых изделий
Сложно выбрать что-либо определенное из широкого ассортимента, предоставляемого множеством изготовителей. Существуют критерии, которыми необходимо руководствоваться при приобретении.
1. Изделия должны находиться в соответствии с характеристиками водопровода/системы отопления.








2. Для того чтобы качественно собрать систему, нужно приобретать все детали у одного изготовителя. Подобный подход позволит создать надежную и долговечную конструкцию.
3
При выборе обращайте внимание на качество трубопроводов, фитингов. Оценивайте следующее:
- гладкость внутренней/наружной поверхности;
- наличие трещин, сколов, пузырей, неоднородной структуры, посторонних частиц;
- правильность геометрии;
- одинаковая толщина стен.
4. Помните, что полипропиленовые изделия предназначены для эксплуатации при температуре не меньше минус двадцати. Спросите в магазине, как хранить их зимой. Неправильное хранение приводит к деформации изделий.
5. Если по водопроводу будет идти вода для питья, поинтересуйтесь у продавца, соответствует ли товар нормам санитарии и гигиены.
6. Покупайте лишь прямые трубы, без изгибов. В магазинах они хранятся вертикально, поэтому постепенно они изгибаются, перестают быть ровными
Обязательно обращайте на это внимание
7. Выбирайте изделия от проверенных изготовителей, которые хорошо зарекомендовали себя, имеют все необходимые сертификаты. Стараясь сэкономить, можно купить низкокачественное изделие, которое не сможет прослужить вам весь эксплуатационный период. Поэтому лучше заплатить побольше один раз, чем потом тратиться снова и проводить сложный ремонт водопровода/отопительного комплекса.
Трубы из полиэтилена: их соединение
Вопрос о соединении полиэтиленовых труб с водозапорной арматурой и между собой встает при устройстве сетей водопровода.
Так, соединения полиэтиленовых труб, в зависимости от своего функционального назначения, разделяются на две группы:
- разъемные – они могут быть разобраны в течение эксплуатационного срока:
- зачастую разъемное соединение производят при помощи же фланцевого соединения, то есть при использовании обычных стальных фланцев.
- а вот цанговые соединения осуществляют при помощи компрессионных фитингов на малых диаметрах труб.
- неразъемные – при эксплуатации их разборка не требуется. Неразъемное соединение труб из полиэтилена производится при использовании:
- стыковой сварки;
- сварки муфтой с закладными электрическими нагревателями (сварки с электрофузионной муфтой).
Приведем технологию проведения каждого вида соединений.
Сварка при помощи электромуфты
Заключение
Полиэтилен — достаточно гибкий материал, он поддается действию высоких температур и может без особого труда стать мягким уже при температуре 80 градусов по Цельсию. Данный момент обязательно нужно учитывать, в случае с соединением металлических или чугунных изделий, у которых температуры значительно выше.
Если вы только собираетесь приступить к работам, можно воспользоваться видео материалами, которые подробно расскажут об особенностях всех соединений.
Также, монтируя новые полиэтиленовые трубы к старым металлическим изделиям, следует фитинг прикрепить к полимеру. Дело в том, что его мягкость позволит правильно направить и присоединить элементы водопровода.
Также неразъемное соединение лучше всего использовать, в случае с водопроводными трубами, в которых существует постоянное давление.