
Кромкогиб ручной для авторемонта своими руками — Металлы, оборудование, инструкции
Такой несложный инструмент, как кромкогиб, может оказаться полезным во многих ситуациях, связанных с необходимостью обработки изделий из листового металла. На современном рынке представлено множество моделей такого устройства, но при желании его можно изготовить своими руками.
Кромкогибы можно использовать для формирования довольно сложных профильных элементов
Сферы применения
Кромкогибочный станок или простейший ручной инструмент, предназначенный для гибки кромок, находит широкое применение во многих сферах.
Кромкогиб позволяет, в частности, изготавливать из тонколистового металла элементы воздуховодов, подготавливать кромки заготовок для их соединения посредством сварки.
Авторемонт (кузовные работы) – еще одна область применения такого инструмента и оборудования.
Отгиб торца водосточной трубы на электромеханическом кромкогибочном станке
Если говорить о принципе, по которому действует кромкогиб, то он достаточно прост. Чтобы загнуть кромку тонколистового изделия, шкалу кромкогиба устанавливают на требуемую ширину обработки, затем край обрабатываемой детали помещают между рабочими роликами приспособления и, передвигая устройство, выполняют гиб.
Основные разновидности
Наиболее простыми по конструкции из представленных на рынке кромкогибочных устройств являются ручные приспособления роликового типа.
Все манипуляции с такими кромкогибами осуществляются при помощи рукоятки, которой они оснащены, а основную работу по деформированию края металлической заготовки выполняют ролики.
Ширина гиба, выполняемого при помощи такого приспособления, регулируется посредством специального ограничителя, установленного на направляющих устройства.
Компактными ручными кромкогибами можно работать непосредственно на месте монтажа
Высокую мобильность кромкогиба, работать с которым можно даже на высотных объектах, обеспечивают не только его компактные размеры, но и небольшой вес, составляющий порядка 2 кг.
Используя ручной кромкозагибочный инструмент, можно загнуть край металлической заготовки на угол до 90°, при этом толщина металла, из которого она изготовлена, не может превышать 0,8 мм.
При помощи кромкогиба можно выполнять гибы любой длины, а их ширина может находиться в интервале 0,5–20 см. Как видно из технических характеристик такого устройства, его возможности достаточно ограничены, поэтому использовать его целесообразно лишь для решения несложных технологических задач.
Более производительным и функциональным является кромкогибочный станок, оснащенный гидравлическим приводом. Оператору, работающему на таком оборудовании, не надо прикладывать значительные физические усилия для того, чтобы согнуть кромку металлической заготовки.
За счет высокой мощности, которой отличается такое устройство, его можно использовать для обработки заготовок из листового металла даже значительной толщины.
Кромкогибочный станок ZSH-4,0 с гидравлическим прижимом роликов
Гидравлический кромкогибочный станок в зависимости от габаритов может быть стационарным или передвижным. Именно гидравлическим приводом чаще всего оснащается такое оборудование, которое имеет и другое название – «кромкогибочный пресс».
Кромкогибочный станок может быть оснащен и электромеханическим приводом. При помощи данного оборудования можно изготавливать фальцы различного типа и даже выполнять осадку фальцевого шва, если оснащение станка позволяет это делать.
Выполнение кромки или её обрезка на роликовом станке происходит с помощью сменных роликов, от которых и зависит форма отгиба
Большой популярностью пользуются кромкогибы, оснащенные пневматическим приводом. Рабочие органы такого станка, работающего по принципу «поворотной балки», за счет использования пневмопривода позволяют оказывать значительное давление на обрабатываемую заготовку, величина которого может доходить до 6,2 бар.
Решив использовать серийное оборудование данной категории или изготовить пневматический станок своими руками, вы должны иметь в виду, что для полноценной работы такого устройства необходимо обеспечить расход воздуха, равный 113 л/мин.
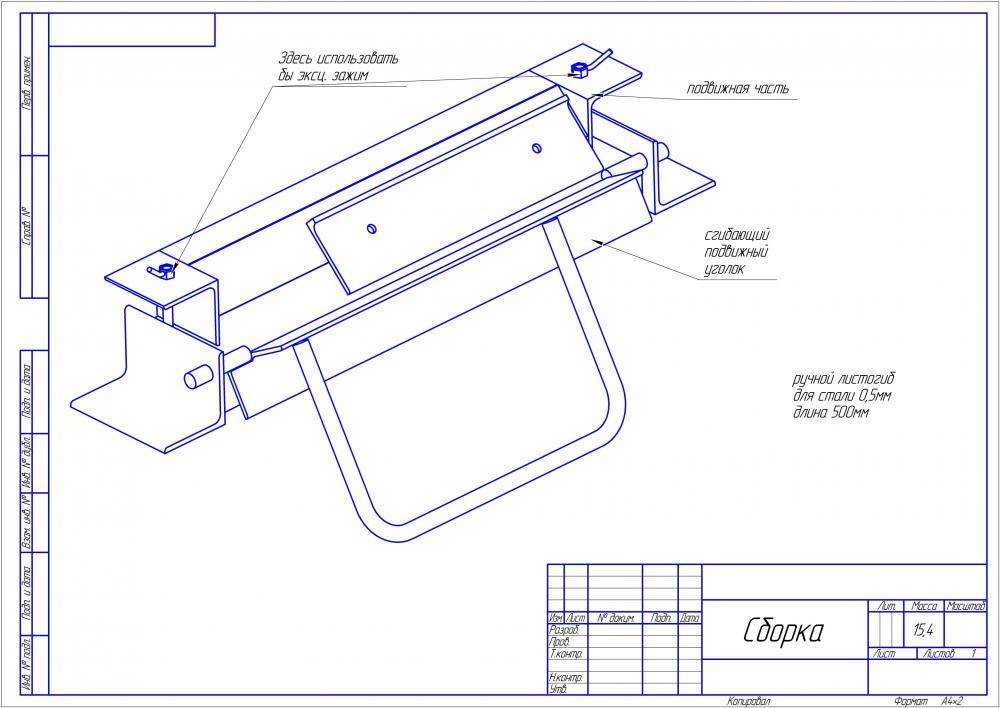
Вариант первый. Станок для сгиба длинных прямых кромок
Для того чтобы изготовить такое устройство, вам потребуются его чертежи, которые несложно найти в интернете, а также следующее оборудование и расходные материалы:
- металлические швеллеры, из которых изготавливают основание и прижимы кромкогиба;
- толстостенный уголок для изготовления обжимного пуансона;
- металлический лист, из которого будут изготовлены щетки кромкогиба;
- металлическая скоба, используемая в качестве ручки устройства.
Как сделать простой листогиб без сварки
Здравствуйте, уважаемые читатели и самоделкины! При работе с металлическими листовыми материалами, часто требуется согнуть их под нужным углом. Так формируются разнообразные фасонные элементы кровли, жестяные подоконники, короба для вентиляции, водосточные системы, небольшие корпуса. Большинство таких операций можно сделать на гибочном станке.
В данной статье автор YouTube канала «ИЗОБРЕТАТЕЛЬ» расскажет Вам, как сделать простой вариант листогиба.
 Это приспособление можно повторить в условиях небольшой мастерской без использования сварочного аппарата.
Это приспособление можно повторить в условиях небольшой мастерской без использования сварочного аппарата.
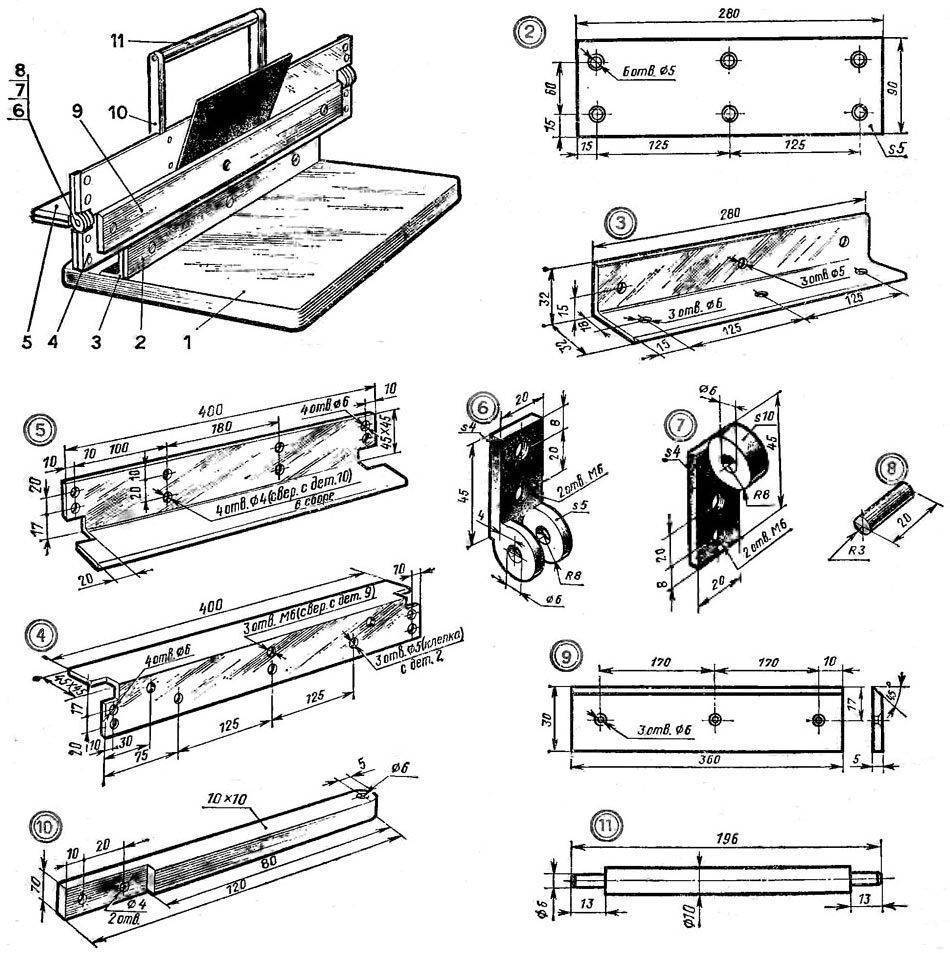
Материалы , необходимые для самоделки. — Стальной уголок 50X50 мм, квадратная профильная труба — Сосновая доска — Болты, шайбы, барашковые гайки М8, саморезы по дереву — Винты, гайки М5, М6, дверные петли — Аэрозольная грунтовка по металлу, эмаль, обезжириватель, машинное масло — лепестковый зачистной и отрезной диски.
Инструменты , использованные автором. — Болгарка — Шуруповерт, сверла по металлу DeWalt — Самоцентрирующиеся сверла, зенковка — Ступенчатые сверла — Автоматический керн, тиски, напильник — Стальные F-образные струбцины — Масленка, рожковые гаечные ключи, отвертка — Угольник, рулетка, маркер. Процесс изготовления. Основой для станочка послужит сосновая доска 100X30 мм. К краю доски будет крепиться неподвижная губка из стального уголка 50X50 мм.
 К краям уголка прикладываются дверные петли, и отмечается место, где расположен край штифта.
К краям уголка прикладываются дверные петли, и отмечается место, где расположен край штифта.
 Теперь на уголке размечаются центры отверстий для саморезов.
Теперь на уголке размечаются центры отверстий для саморезов.
Эту операцию можно упростить, используя самоцентрирующиеся сверла .
 Наклонная губка вырезается из стального уголка 40X40 мм той же длины. Немного отступив от краев петель, автор делает два 8-мм отверстия для крепления рычагов.
Наклонная губка вырезается из стального уголка 40X40 мм той же длины. Немного отступив от краев петель, автор делает два 8-мм отверстия для крепления рычагов.
 Теперь нужно сделать 5-мм сверлом по металлу отверстия для винтов в наклонной губке.
Теперь нужно сделать 5-мм сверлом по металлу отверстия для винтов в наклонной губке.
 Третьим элементом из уголка будет сам прижим. Вырезы под кулачки обязательно делаются и на его ребре.
Третьим элементом из уголка будет сам прижим. Вырезы под кулачки обязательно делаются и на его ребре.
 Приложив прижим к неподвижной губке, он отмечает центры отверстий, вставив карандаш вертикально. Отверстия в губке и основании сверлятся насквозь.
Приложив прижим к неподвижной губке, он отмечает центры отверстий, вставив карандаш вертикально. Отверстия в губке и основании сверлятся насквозь.


 Барашковые гайки навинчиваются после установки прижима.
Барашковые гайки навинчиваются после установки прижима.
Крепится это приспособление к верстаку с помощью пары струбцин.
 При гибке широких листов, их края можно упирать прямо в рычаги.
При гибке широких листов, их края можно упирать прямо в рычаги.
 Всем хорошего настроения, крепкого здоровья, и интересных идей!
Всем хорошего настроения, крепкого здоровья, и интересных идей!
Авторское видео можно найти здесь.
Источник (Source)
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Виды листогибов и их конструкция
Прежде чем начать делать самодельный ручной листогиб, следует четко определить перечень задач, для решения которых он необходим. От основного назначения подобного устройства и будет зависеть, по какой схеме оно будет выполнено.
Наиболее простым является приспособление, в котором листовой металл гнется при помощи специальной траверсы. Посредством такого устройства можно легко согнуть лист металла на угол 90 градусов, используя лишь силу рук без дополнительных приспособлений, если ширина листа не превышает 0,5 метра. Основание листа закрепляется при помощи струбцин или в тисках, а его гнутье выполняется за счет давления, оказываемого траверсой. В некоторых случаях для получения угла сгиба ровно в 90 градусов может понадобиться вложенная проставка (на рисунке — справа), представляющая из себя обычную полосу металла, которая поможет компенсировать упругость листа.
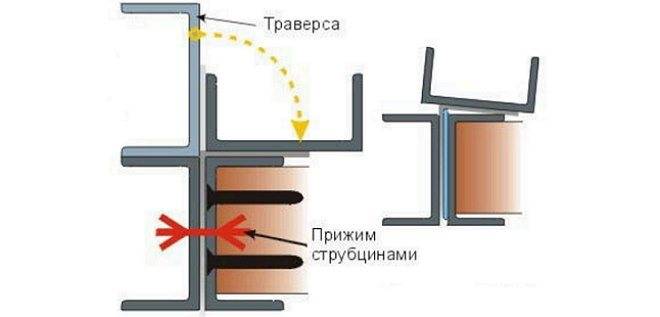
Самая распространенная схема для самодельного листогиба
Более сложным по конструкции является листогибочный пресс, конструкцию которого составляют матрица и пуансон. Листовой металл в таком устройстве располагается на матрице, а пуансон опускается на заготовку сверху, придавая ей требуемый профиль. В домашних условиях листогибочный пресс вряд ли найдет применение, так как он достаточно сложен и небезопасен в использовании.
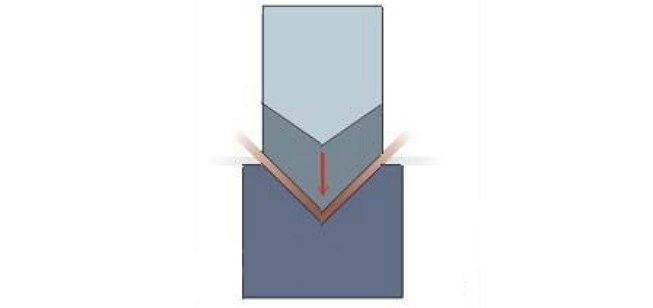
Схема работы листогибочного пресса
Вариант исполнения самодельного листогибочного пресса, работающего в паре со сделанным своими руками гидропрессом. Если у вас уже есть пресс, то дополнить его приспособлениями для сгибания нешироких листов металла не составит труда. Получится нечто такое:
Вариант самодельного листогибочного пресса
Значительно более совершенным является листогибочный станок, гнутье металла в котором осуществляется за счет воздействия на него трех валов. Такое оборудование называется проходным. Одним из главных его преимуществ является то, что его регулируемые вальцы позволяют получать различный радиус изгиба. Подобный инструмент для гибки металла может быть с ручным или электрическим приводом, а его вальцы могут иметь различную конструкцию.
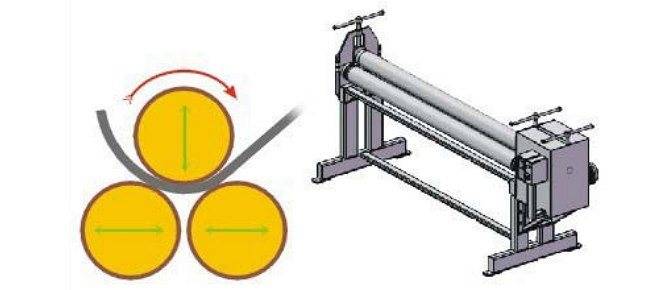
По такой схеме делается большинство заводских листогибов из низшего ценового сегмента
- Вальцы с гладкой рабочей поверхностью предназначены для выполнения большинства жестяных работ, которые предполагают выгибание заготовок, изготовление секций труб с большим диаметром и др.
- Профилированные вальцы необходимы для гнутья элементов кровельных конструкций (коньки, ендовы, водостоки, отбортовки и др.).
- Протяжной листогибочный станок может быть дополнительно укомплектован опорой, прижимом и траверсой, что позволяет использовать его для ручной гибки заготовок.
Подобные станки комплектуются набором валов различного профиля, которые также можно докупить дополнительно, чтобы сделать оборудование более универсальным.
Как выполнить загибочный станок своими руками
Необходим уголок из стали, его требуется нарезать частями по 1 метру. Берем держатель шаровой опоры и вырезаем отверстия под петли для подвижной траверсы. Далее необходимо сделать опору для открывания. Далее аналогичным способом делаем вторую, подвижную часть. Нужно воспроизвести так, чтобы между торцами был минимальный зазор и полная точность.
Обратите особое внимание на кромку – она должна быть идеально ровной, поскольку на этом месте будет проходить изгиб стали. Далее прикручиваем рукоять на болты к поворотному уголку – сам механизм готов
Затем нужно установить его на неподвижную и надежную станину
Далее прикручиваем рукоять на болты к поворотному уголку – сам механизм готов. Затем нужно установить его на неподвижную и надежную станину.
Дополнительные приспособления
Чтобы сделать конструкцию удобнее, можно вместо обычных болтов использовать барашковые. Они придадут «пружинистость». Еще можно пользоваться роликовым ножом и резать вдоль верхнего прижимного траверса.
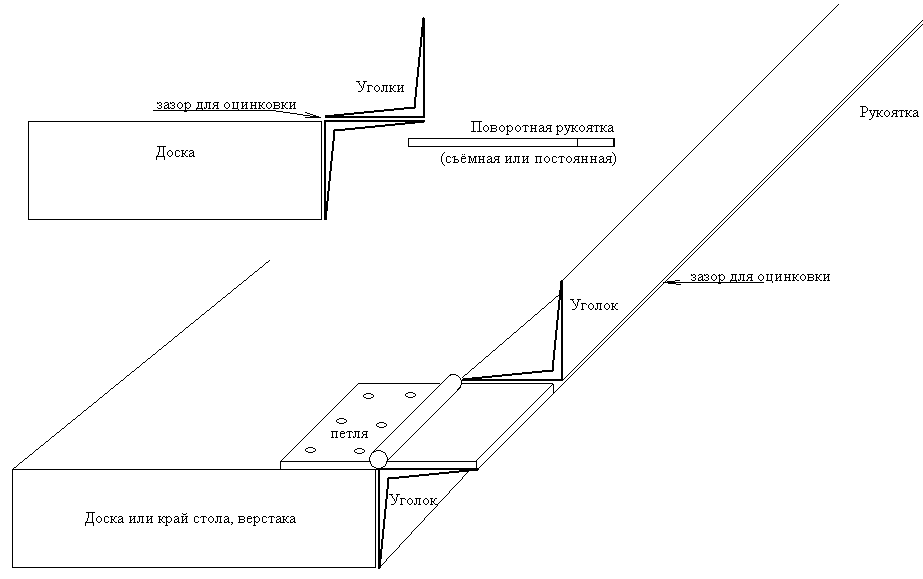
Временный аппарат по упрощенной схеме
Если представленный выше вариант стационарный, то данный – для временных работ. Можно взять три уголка, два из них скрепить между собой обычной дверной петлей, а третий, с привлечением струбцины следует прижать к верстаку, таким образом, обеспечивается статичность.
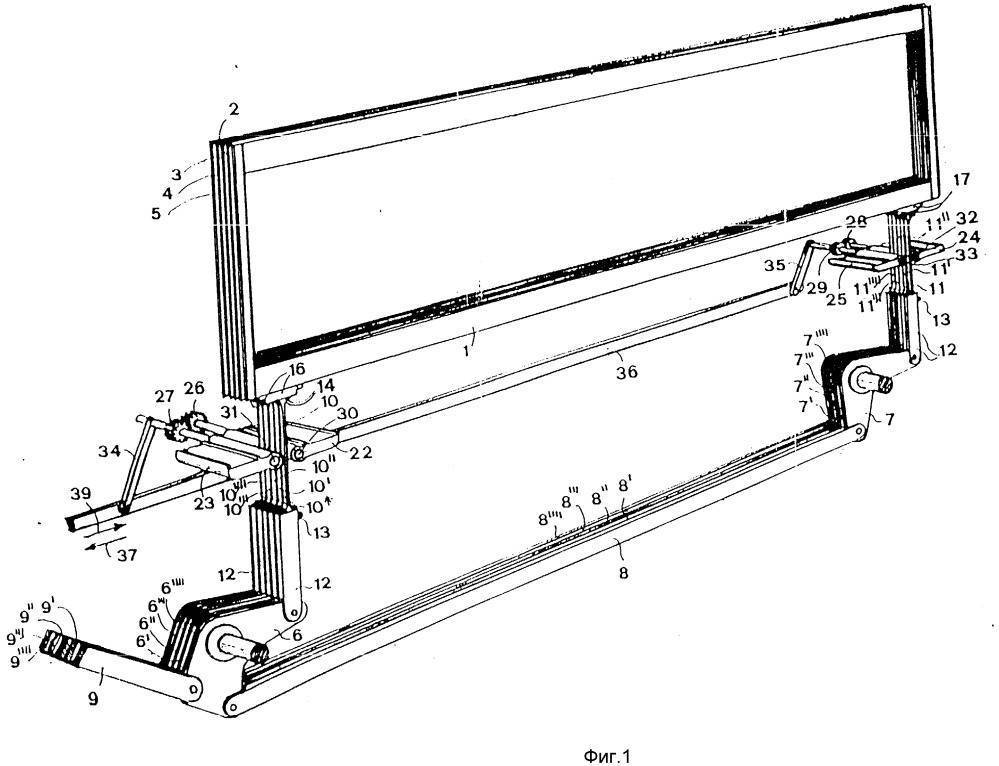
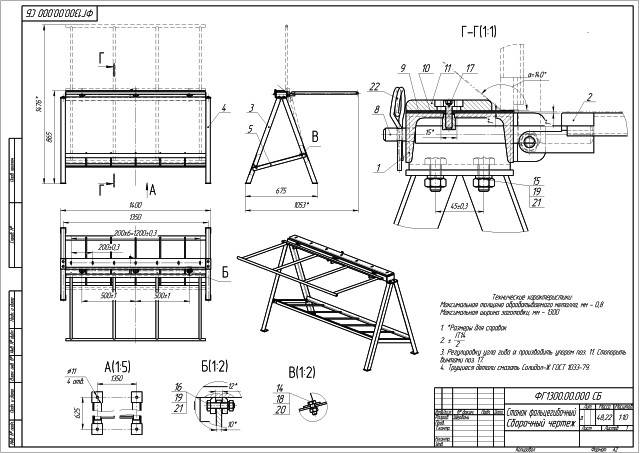
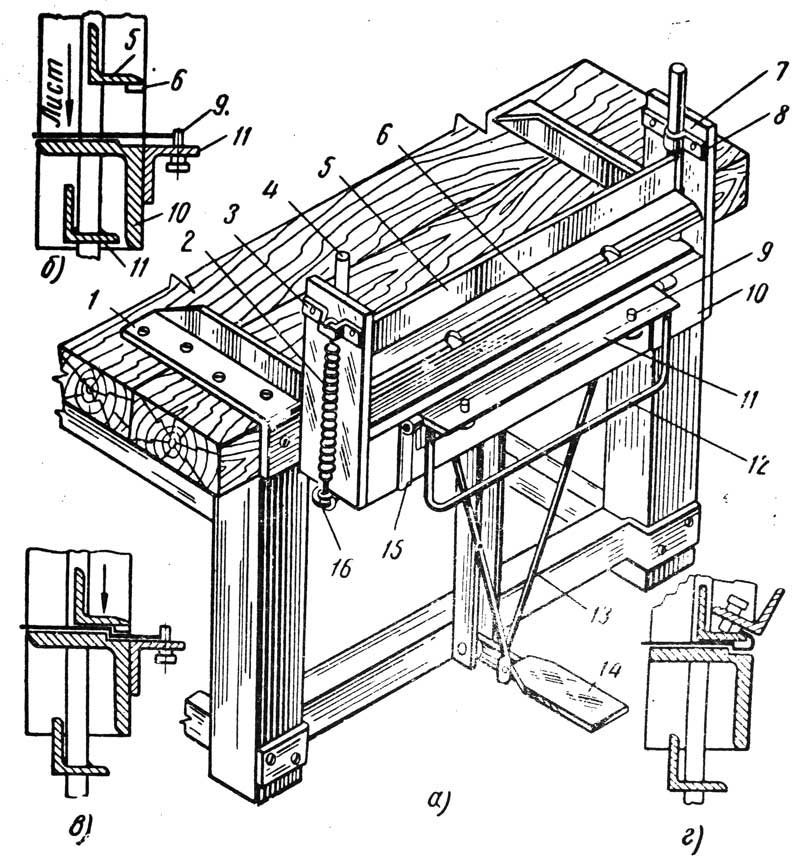
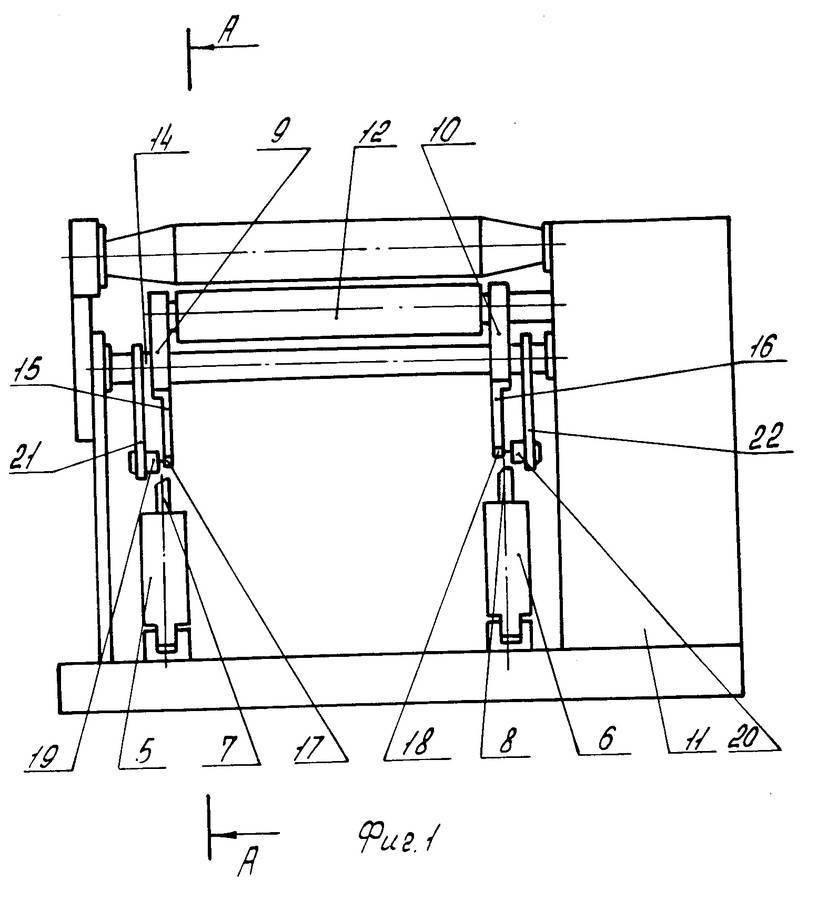
Чертеж листогиба: знакомство и улучшение
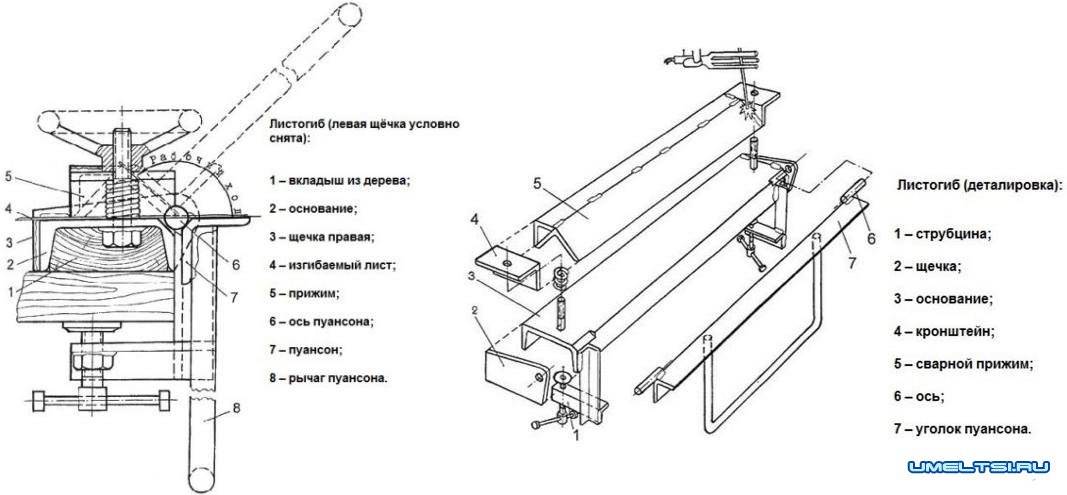
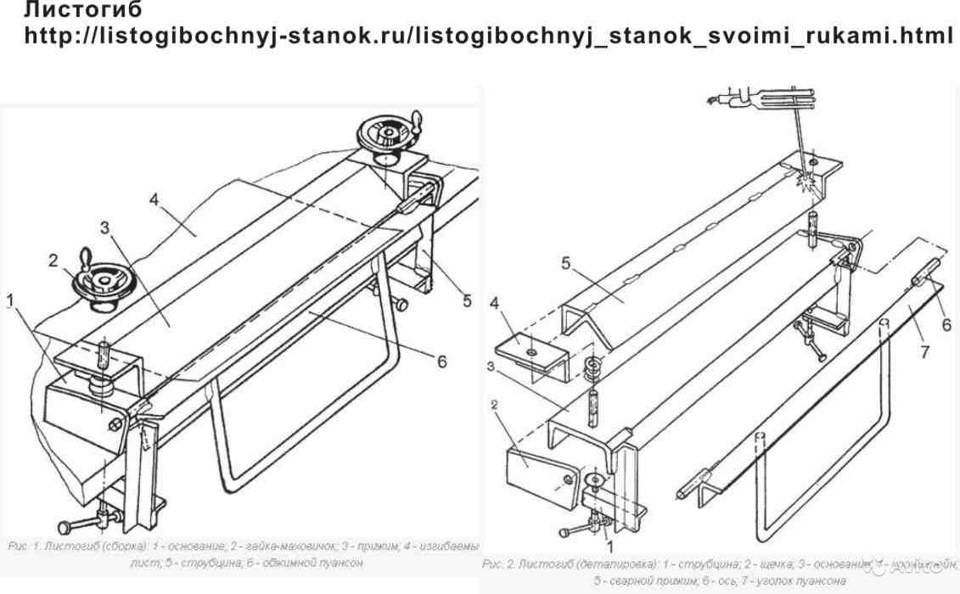
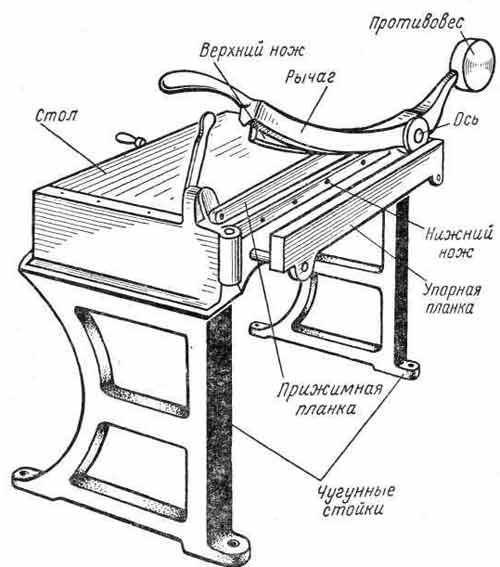
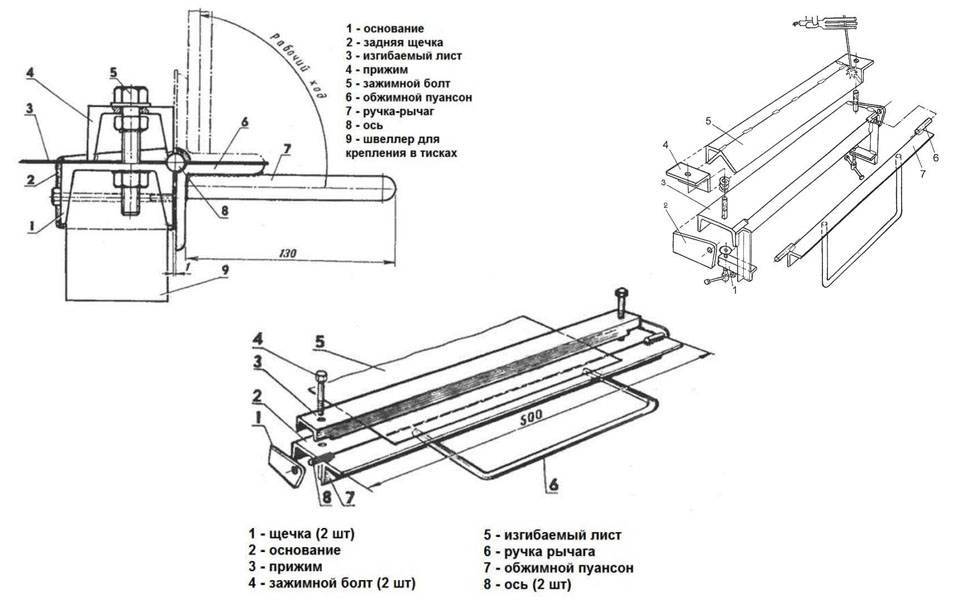
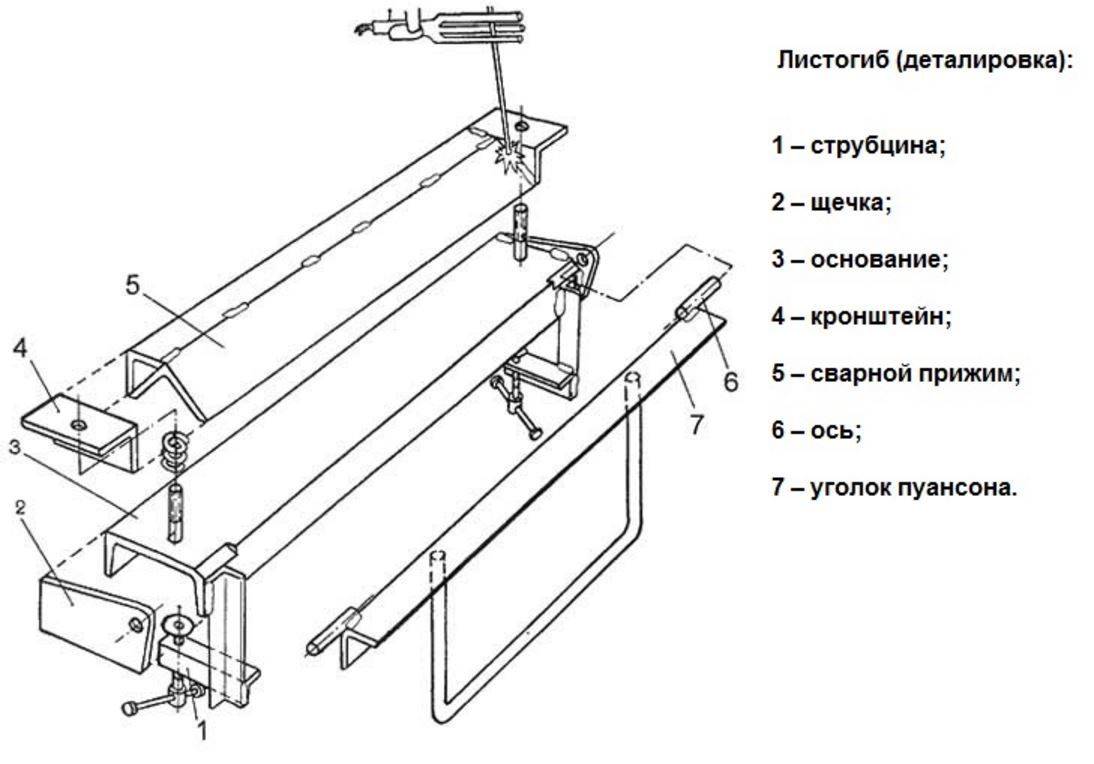
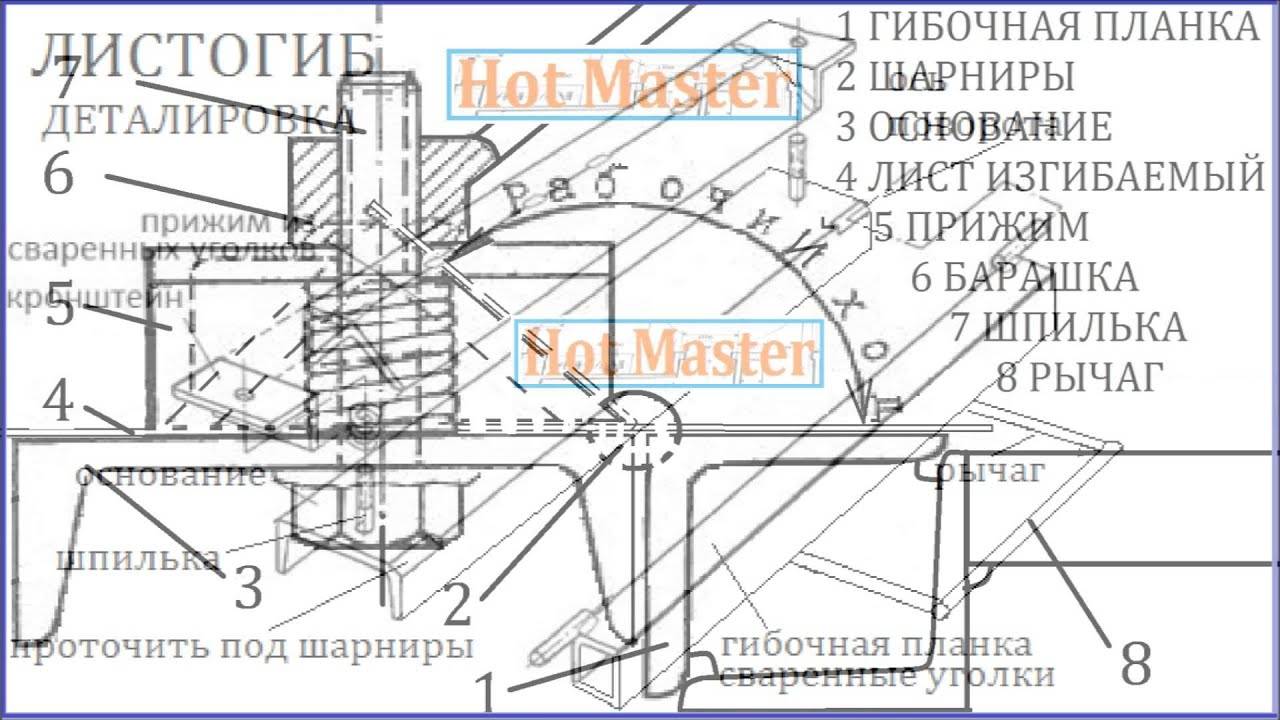
С конструктивной точки зрения ручной листогибочный станок, представленный на первом чертеже ниже, можно запросто улучшить. По схеме наглядно видно, что устройство для гибки металла собрано из следующих компонентов:
- Деревянной подушки.
- Опорной балки из 100-120 миллиметрового швеллера.
- Щечки из 6-8 миллиметрового листа.
- Сгибаемого профиля.
- Прижимной балки, выполненной из 60-80 мм уголков, соединенных вместе сваркой.
- Оси для поворота траверсы (выполняется из 10-мм металлического прутка).
- Траверса, роль которого выполняет 80-100 миллиметровый уголок.
- Рукоятки приспособления, сделанной из 10-мм прутка.
(Чертеж №1)
Изначально на чертеже траверс листогиба выполнен из уголка, однако куда лучше сделать его из швеллера. Такое решение во много раз увеличит выносливость траверсы. В противном случае в определенный момент времени уголок непременно погнется в середине, что заметно снизит качество сгиба в этом месте. При этом замена на швеллер даст возможность дольше работать на станке без необходимости заменять комплектующую, обеспечивая более 1300 сгибаний за место привычных 200, что не сильно много при условии активной работы!
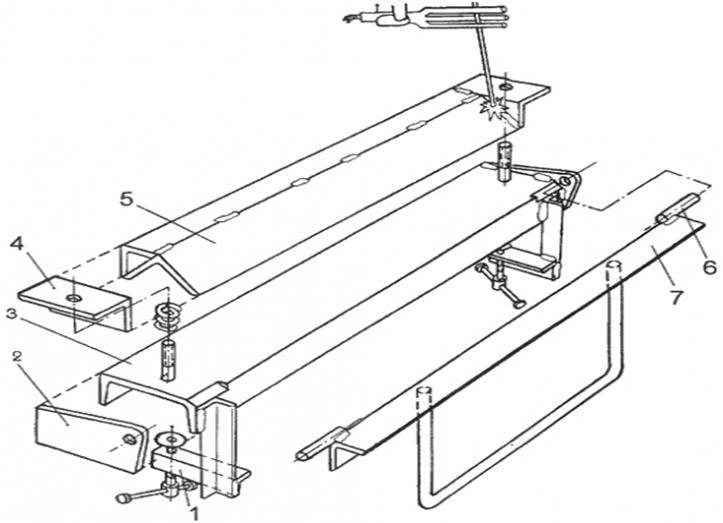
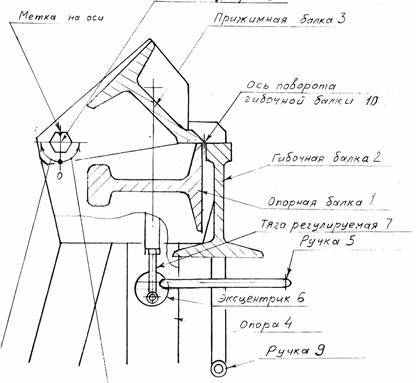
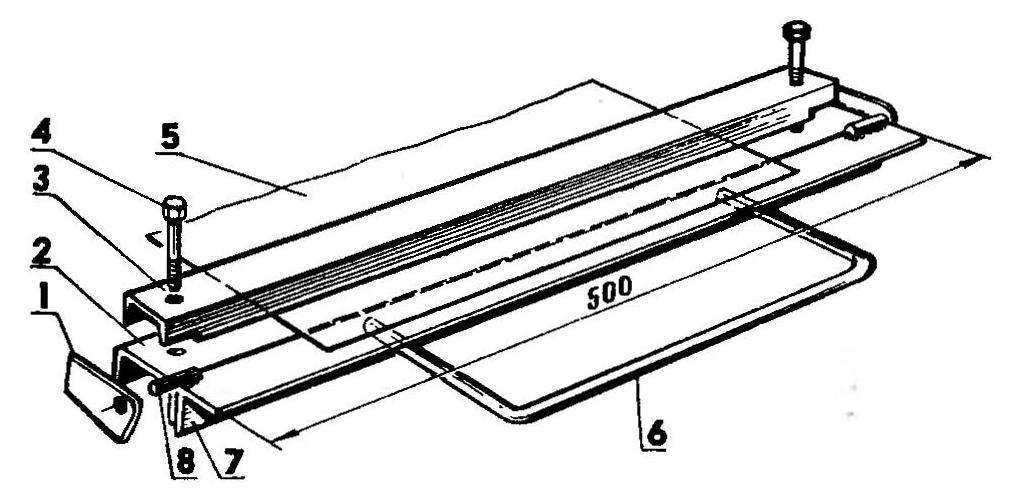
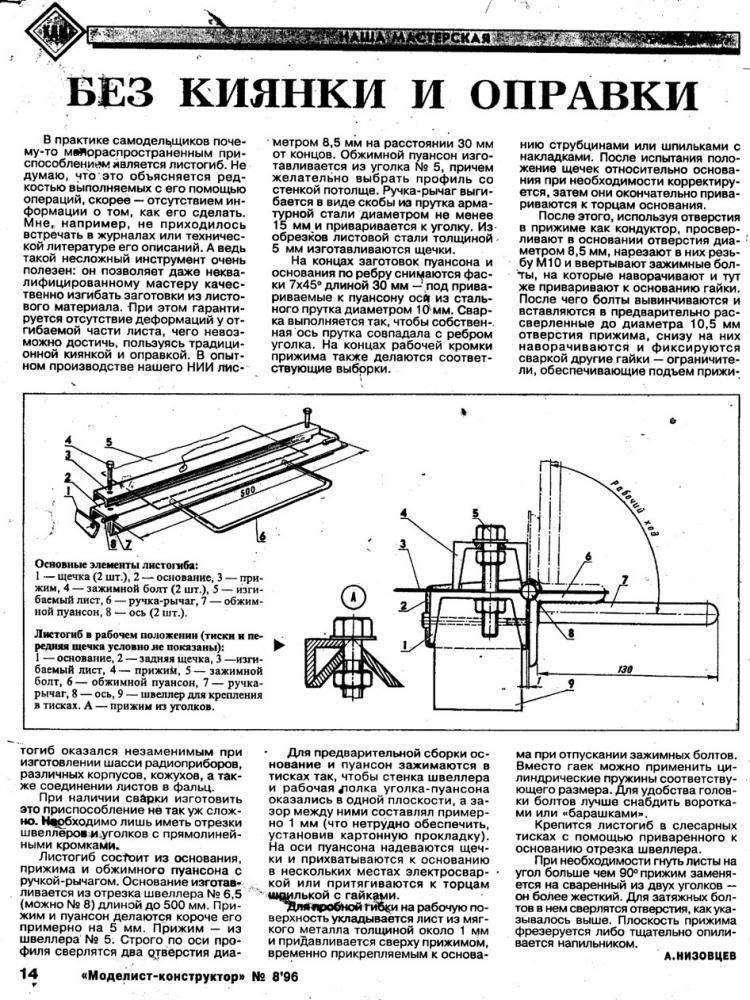
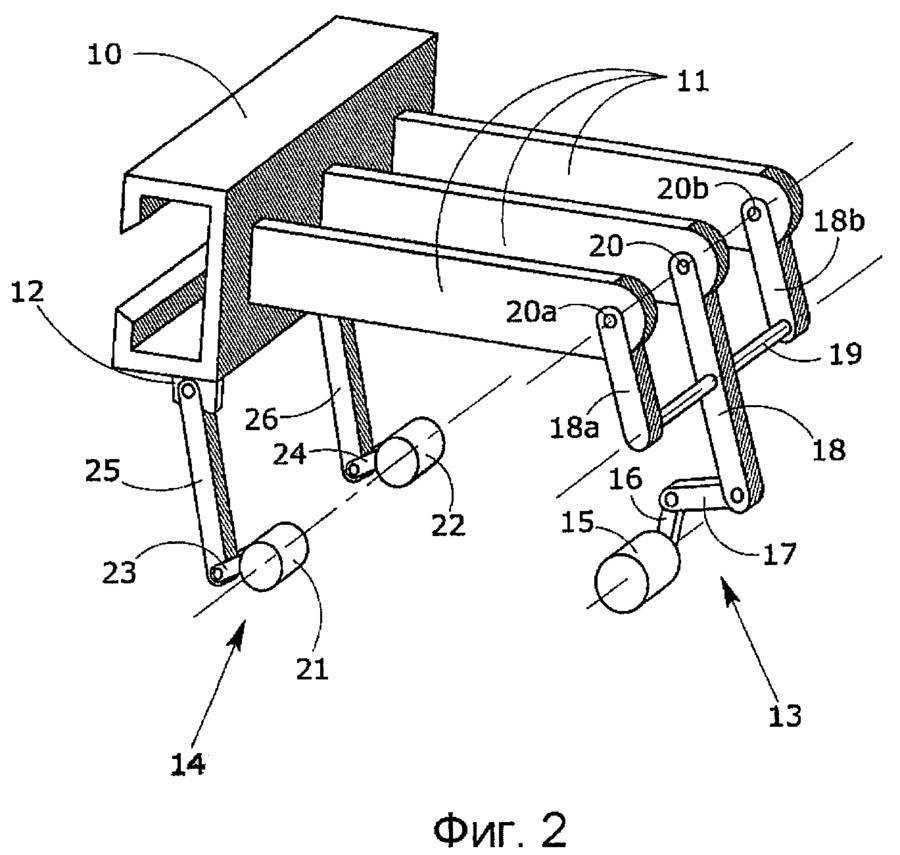
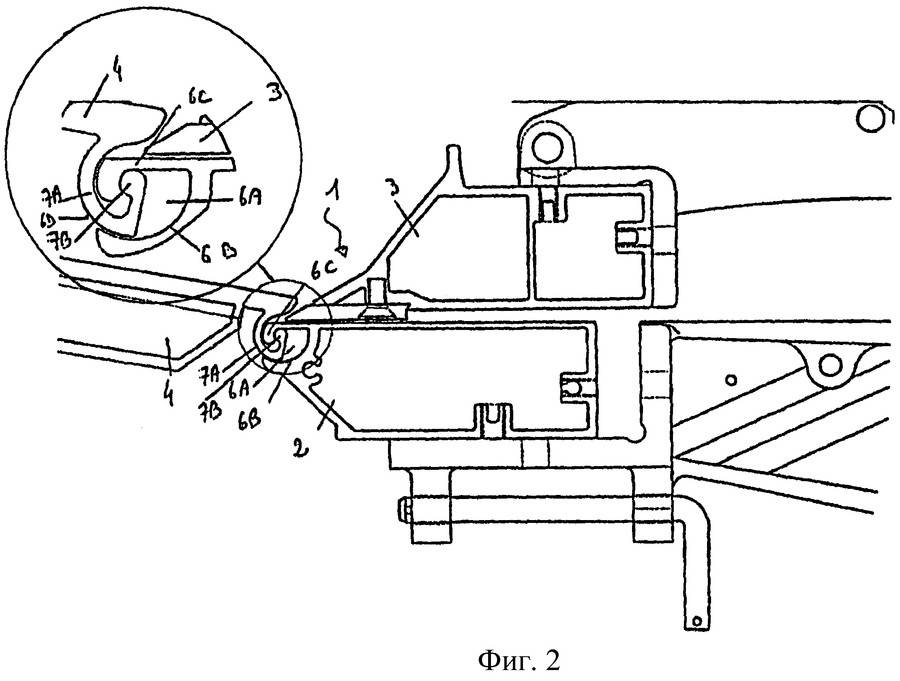
Второй чертеж дает возможность более детально разобраться с конструктивными особенностями самодельного листогиба:
- Струбцина, выполненная из винта с воротком и пяткой, а также 40-60 мм уголка.
- Щечка.
- Швеллер, служащий в качестве опорной балки.
- Кронштейн прижимной балки, изготовленный своими руками из 110-мм уголка.
- Прижимная балка станка.
- Ось вращения траверсы.
- Непосредственно, сама траверса.
(Чертеж №2)
Увеличиваем надежность креплений станка
Листогибочный станок, помимо всего прочего, имеет еще одни существенный минус, который заключается в схеме его размещения к рабочей поверхности. Сами по себе струбцины, а именно они предусмотрены конструкцией в качестве фиксаторов, считаются ненадежным методом крепления. Ситуация усугубляется еще и тем, что сварные швы характеризуются быстрой утомляемостью! Исходя из этого, есть смысл вовсе отказаться от использования данного крепежного элемента, что дополнительно позволит исключить из конструкции устройства щечки и сварные соединения.
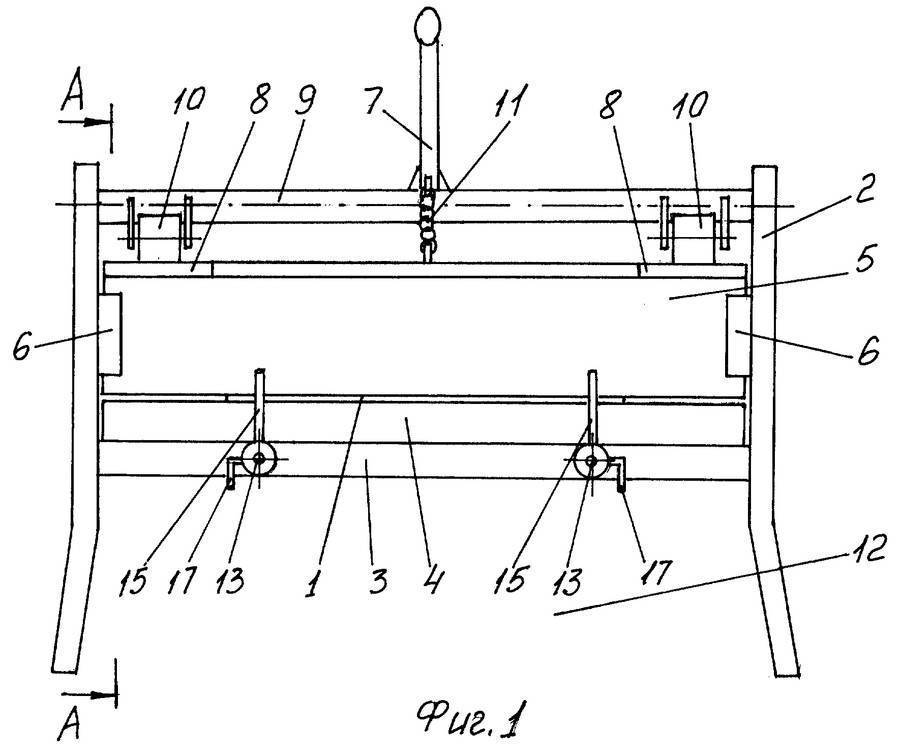
Произвести улучшение листогиба своими руками можно следующим путем:
- Выполняется опорная балка таких размеров, чтобы она в будущем могла выступать за границы рабочей поверхности;
- На концах опорной балки делаются U-образные проушины;
- К рабочей поверхности опорная балка фиксируется фасонными гайками с лапами и болтами (М10).
Но, если в новой версии листогибочного станка уже не предусмотрено щек, то каким же образом будет крепиться траверс? Этот вопрос легко решается так: достаточно воспользоваться дверными петлями-бабочками, которые, как правило, используются для фиксации тяжелых металлических дверей. Сами петли обеспечат агрегату большую точность, а крепление можно выполнить за счет винтов с потайной головкой. На втором чертеже данный момент наглядно демонстрируется в правом нижнем углу.
Как усилить прижимную балку?
Далее мы разберем вопрос, связанный с усилением прижимной балки. Хотя если для прижима вы будете использовать достаточно большой уголок, и в процессе работы не планируете гнуть сильно толстые листы, то можно и пропустить этот пункт, оставив прижимную балку из уголка. В остальных же случаях мы рекомендуем выполнить усиление!
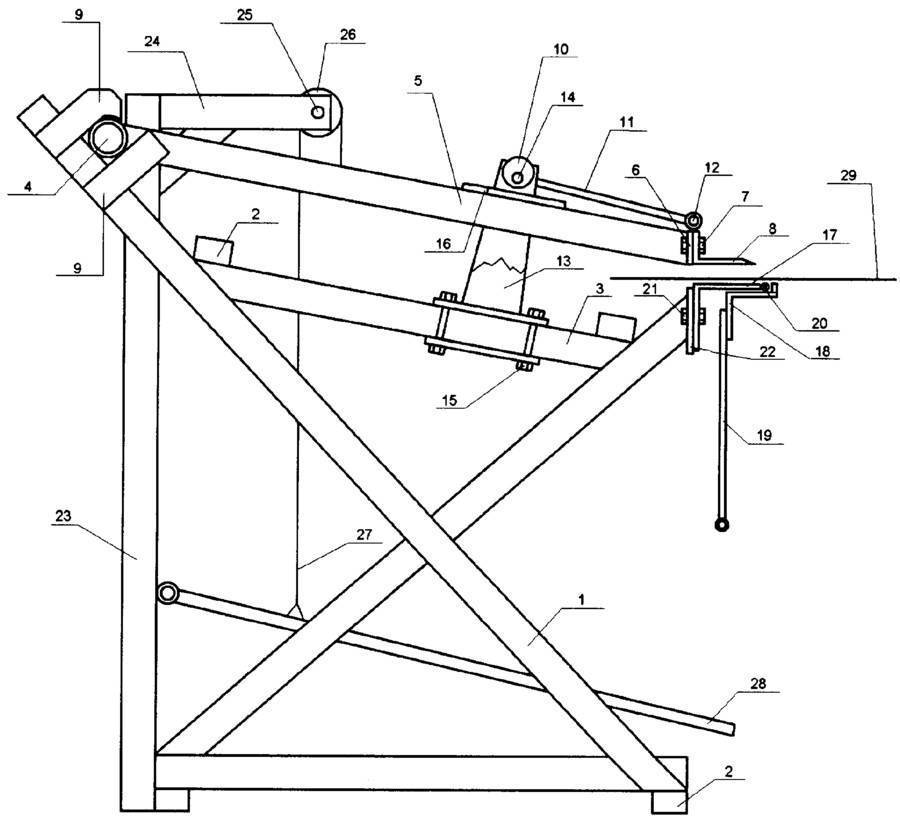
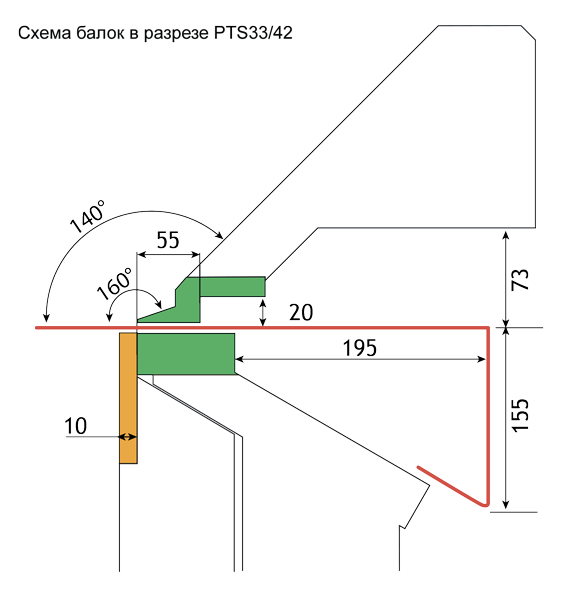
Для продления эксплуатационного периода прижимной балки, сделав его сопоставимым с траверсом, нужно дополнить уголок металлической основой габаритами 80 на 16 миллиметров. При этом на рабочей кромке дополняющего элемента стоит выполнить 2-миллиметровую фаску. Параллельно с этим переднему краю металлической полосы необходимо придать 45-градусный угол, чтобы выровнять его с плоскостью прижимного уголка.
На втором чертеже в разрезе этот элемент показан справа сверху. Благодаря такому решению металл станет работать на сжатие, а не изгиб как раньше, что было крайне нежелательно, значительно увеличивая время работы станка без поломок.
Еще один 60-й уголок стоит приварить к обратной полке главного прижимного уголка. Это позволит сдерживать последний от выгибания вверх. На втором чертеже данный момент более наглядно представлен слева сверху.
Не забудьте про низ прижимной балки, а именно о фрезеровке этой части, ведь именно она формирует сгиб металлопрофиля. Согласно общепринятым правилам неровность этой плоскости не должна быть более половины толщины будущей заготовки, иначе выполнить ровный сгиб своими руками не выйдет – обязательно появятся вздутия по линии сгиба!
https://youtube.com/watch?v=AEhdbRD-ciE
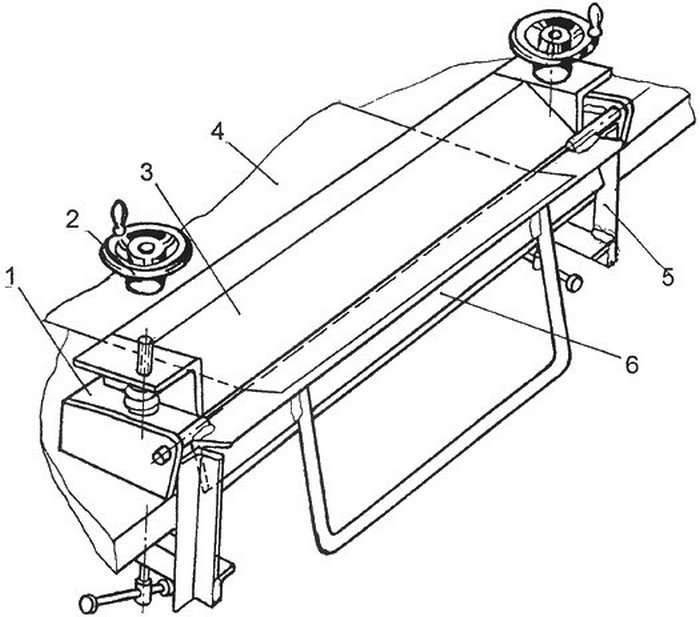
Используемое оборудование
Оборудование, которое используется для вальцевания, отличается не только своей универсальностью, но и простотой конструкции, поэтому его несложно изготовить своими руками. Конечно, самодельные станки для вальцевания оптимально подходят для домашнего использования, а для оснащения производственного цеха, где нагрузка на такое оборудование достаточно велика, лучше всего приобретать серийные модели вальцов, представленные на современном рынке в большом разнообразии.
Как серийные, так и самодельные модели станков, при помощи которых осуществляется вальцевание, работают по принципу обкатки листового материала вокруг основного валка, расположенного сверху. В таком процессе принимают участие и боковые валки, которые можно перемещать, регулируя тем самым диаметр формируемой обечайки.
Валки этого станка вращаются вручную, а приближение верхнего ролика производится с помощью двух рукояток
Важными характеристиками вальцов является радиус их рабочих элементов – валков, а также наибольшая толщина и ширина обрабатываемой детали. Радиус валков, в частности, оказывает влияние на такой параметр, как минимальный радиус изгиба заготовки. Чем валки больше в своем диаметре, тем, соответственно, больше значение минимального радиуса изгиба заготовки из листового металла. На величину минимального радиуса изгиба также оказывает влияние и толщина самого листа. Как правило, для вальцов минимальный радиус изгиба листовой заготовки должен быть 5-10-кратным ее толщине.
С учетом высоких нагрузок, которые испытывают в процессе работы валки, для их изготовления используют только высокопрочную сталь, что позволяет значительно улучшить их эксплуатационные характеристики. По количеству рабочих элементов различают двух-, трех- и четырехвалковые станки, причем наиболее популярными являются два последних вида.
Основные различия между 3-х и 4-х валковыми станками
Вальцы листогибочные 3-х валковые, рабочие элементы которых могут располагаться симметрично и ассиметрично, хотя и отличаются приемлемой ценой, обладают такими недостатками, как:
- невысокая скорость вальцевания (не более 5 м/мин);
- сложность выполнения обработки заготовок толщиной менее 6 мм, которые могут просто проскальзывать между валками;
- отсутствие точных координат у точки зажима обрабатываемого изделия.
Всех подобных недостатков лишены вальцы, на которых установлен дополнительный – четвертый – вал. За счет надежного зажима листовая заготовка из металла в процессе обработки не проскальзывает между валками. При этом обеспечивается высокая скорость вальцевания – 6 м/мин и более.
Станок с 4-х валками способен изготавливать, помимо цилиндрических, овальные и полицентрические заготовки
Вальцы данного типа, как правило, оснащаются автоматизированными системами управления, что положительно сказывается не только на их производительности, но и на точности выполняемой обработки. Большим и, пожалуй, единственным минусом такого устройства является его высокая стоимость.
Гибочный станок для арматуры своими руками
Если вы будете проходить мимо какой-нибудь стройки с бетонными конструкциями, обратите внимание на оборудование этой стройки. Там обязательно будет присутствовать ручной или механический гибочный станок для арматуры
Хрупкий по своей природе бетон без арматуры никак не обойдется, это самое простое и эффективное средство укрепления любых строительных элементов, выполненных из бетона. По строительным стандартам все угловые бетонные конструкции должны быть сделаны не просто с гнутьем, а с перехлестом в каждую сторону не меньше, чем на 0,8 метра.
Схема станка для гибки.
Принцип работы любого гибочного аппарата для арматурных прутьев абсолютно одинаковый: прут фиксируется между двумя роликами, а затем сгибается под углом с помощью третьего ролика. Радиус изгиба может требоваться разный, он регулируется упорным валом. Это касается ручного варианта станка.
Главный элемент гибочного станка с механическим приводом – это диск с «пальцами», который вращается и закручивает прут, закрепленный между пальцами. Работать на таком приспособлении приятно: уложить аккуратненько в зазор между пальцами пруток и начать вращать диск. Прут начинает изгибаться вокруг центральной точки.
На рынке предлагается аппараты для гибки арматуры разного типа, на любой вкус и кошелек. Они просты и доступны. Но арматуру можно гнуть и с помощью элементарного трубогиба, который легко сделать самостоятельно.
Гибочный станок для арматуры своими руками ограничен единственным фактором: диаметр прутка не должен превышать 10 — 14 мм. Высокая производительность также не про самодельный станок, об этом нужно помнить.
Самодельный станок для гибки арматуры – великолепный способ сэкономить время и деньги во время строительных работ.
Виды листогибов
Существует три вида листогибов:
- Простые ручные. На таких станках гибка металла происходит при приложении силы в определенном месте. Ручные листогибы дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.
- Гидравлические. В таких станках при помощи удара листовой металл изгибается по форме матрицы. Матрица может быть как прямой, так и криволинейной. Относясь к профессиональному, оборудование данного типа используется в основном на предприятиях средней и большой мощности.
- Роликовые или валковые листогибы. На таких станках листовой металл не сгибается по прямой, а закругляется.
Советы по выбору листогиба
Чтобы верно выбрать механизм для производства гнутых элементов из листового железа, необходимо соблюдать следующие советы:
- Для бытового мастера, у которого временами есть потребность в листогибочном станке, вполне подойдет простое устройство, сделанное из подручных средств.
- Тем, кто время от времени занимается исполнением заказов по установке кровли, потребуется ручной станок для гибки листового материала и простенькая зиг-машина.
- Профессионалам, которые на долговременной основе занимаются производством элементов для кровельных систем и жестяными работами, нужно заводское устройство для сгибания листового железа.
- Ручной механизм для изготовления профлиста пригодится тем, кто профессионально занимается производством деталей кровельных конструкций.
Подходящей для таких специалистов считается профессиональная установка, отличающаяся более высокой прочностью и долговечностью, например, российский фабричный листогиб СКС-2в1, стоимостью 64 тысячи рублей.
Разновидности и конструкция гибочных станков
Гибку листового металла производят на специализированном оборудовании – листогибах. По принципу действия, станки для гибки металла, можно условно разделить на несколько видов:
Универсальный гибочный станок
Универсальный. При работе этого станка, лист укладывают в закрепленную матрицу и при содействии пуансона ему придают требуемую форму. Пуансоны выполняют в нескольких исполнения, которые отличаются друг от друга формой и размерами, например, углом. На матрице, как правило, выполняют паз в форме угла.
Поворотный. Этот станок состоит из траверсы, так называют гибочную балку, гибочной балки и заднего упора. Прижимная балка необходима для фиксации листа металла к станине. Сгибание листа осуществляет гибочная балка. По сути, она и есть главный рабочий элемент этого станка.
Ротационный. В конструкцию такого оборудования может входить несколько валов (валков). Они вращаются вокруг своей оси. Кроме того рабочие валки могут перемещаться в вертикальной плоскости. Лист металла помещают в пространство между валами и перемещая их по вертикали регулируют будущий радиус гибки. После того, как лист пройдет между вращающимися валами он получит требуемую форму.
Для работы с металлом небольшой толщины применяют фальцегибочные или фальцепрокатные станки. Их широко применяют при работе с кровельным листом, создании вентиляционных коробов и пр.
1 Листогибочные инструменты – купить или сделать?
Инструмент, с помощью которого листы металла превратятся в детали нужных форм, с легкостью можно соорудить в сарае или гараже, имея минимум инструментов и совсем немного свободного времени. Зато будьте уверены – он станет “рабочей лошадкой”, без которой не обойдется ни одна ваша затея, связанная с листовым материалом. Избалованные обилием инструментов, многие зададутся вполне закономерным вопросом – а зачем делать, если можно купить?
Каково будет ваше удивление, если окажется, что самодельный инструмент может быть куда удобнее и эффективнее заводского. На практике такое случается очень часто. Во-первых, большинство агрегатов рассчитаны на гибку листов до 3 м шириной – согласитесь, габариты такого агрегата заставят задуматься даже владельца большого гаража или мастерской. Во-вторых, цена готового инструмента может существенно ударить по бюджету мастера.
Механический привод, которым оснащены многие заводские листогибы, для тонких работ неудобен – в начале рабочего хода механика выдает резкий удар, который к концу слабеет, а ведь для гибки процесс должен быть обратным. К тому же, затраты на электроэнергию не оправдывают себя, если размеры детали небольшие. Гидравлический привод более удобен – он умеет подстраивать свое усилие под оказываемое сопротивление. Однако такие инструменты очень дорогие и сложные, покупать их даже для постоянной работы в небольших объемах нерационально.
Остается ручной привод. Вы сами можете регулировать усилие и распределять его в работе. Ручной инструмент совершенно прост в эксплуатации и обслуживании, и не хуже механики и гидравлики сможет согнуть заготовки из листовой стали. Традиционная киянка и оправка уходит в прошлое – каким бы мастер не был умелым, он не сможет отогнуть с помощью этих инструментов нужную часть листа, не деформировав ее, да и времени уйдет несоизмеримо больше. Делайте выводы сами.
Преимущества самодельного листогиба
Трудно поверить, но самодельный листогиб, изготовленный строго по чертежам, может быть удобнее заводского, потому что:
- агрегаты производителей рассчитаны ширину заготовок 3 м,
- цена готового оборудования «кусается»,
- для тонких работ неудобно использование механического привода,
- расходы на электроэнергию не оправдываются, если детали небольших размеров или требуется одноразовое использование.

С помощью ручного привода в самодельных листогибах легко регулируются физические усилия. Они просты в эксплуатации и не хуже механических или гидравлических могут сгибать заготовки. Такие листогибы для металла легко ремонтировать.
Не листопады, а листогибы
Разберемся с разным назначением листогибочного оборудования:
- Ручные версии предназначены для гибки листового металла по прямой линии под любым углом – от самых острых до почти 360°. Ручная сила прилагается в конкретном одном месте. Самым простым вариантом из ручных является аппарат для гибки под углом в 90° с помощью траверса.
- Гидравлические версии работают по совсем другому принципу: металл деформируется с помощью гидравлического удара. В домашних условиях такие варианты не используются, это очень эффективное профессиональное оборудование предназначено для серьезных промышленных предприятий.
- Роликовые гибочные станки с помощью валков производят гибку не под углом, а по окружности. На роликовых приспособлениях можно делать даже трубы.
Самодельный листогибочный станок можно сделать по первому и третьему вариантам. Разберем подробнее процесс их изготовления. Чтобы сделать гибочный станок своими руками, нужно начинать с технических установок.
Для того, чтобы оборудование было долговечным, простым в исполнении и достаточно дешевым по общим денежных затратам на материалы и инструменты, нужно рассчитать его производительность и технические возможности.
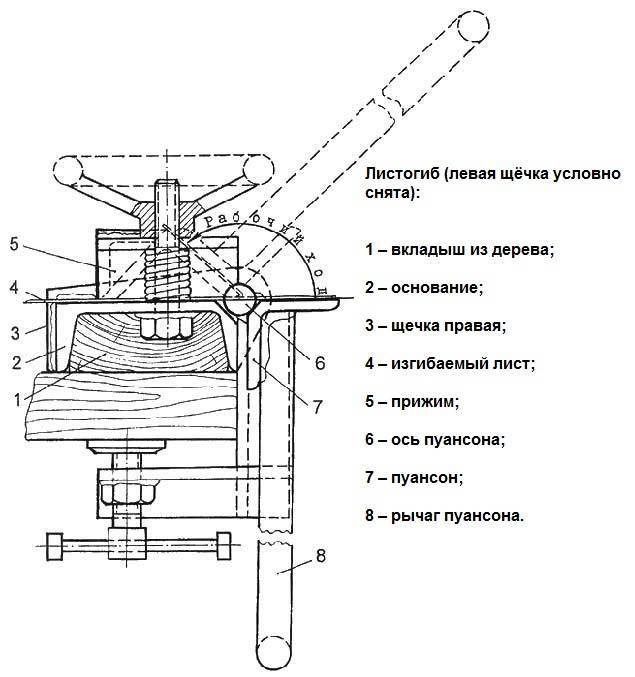
Работа
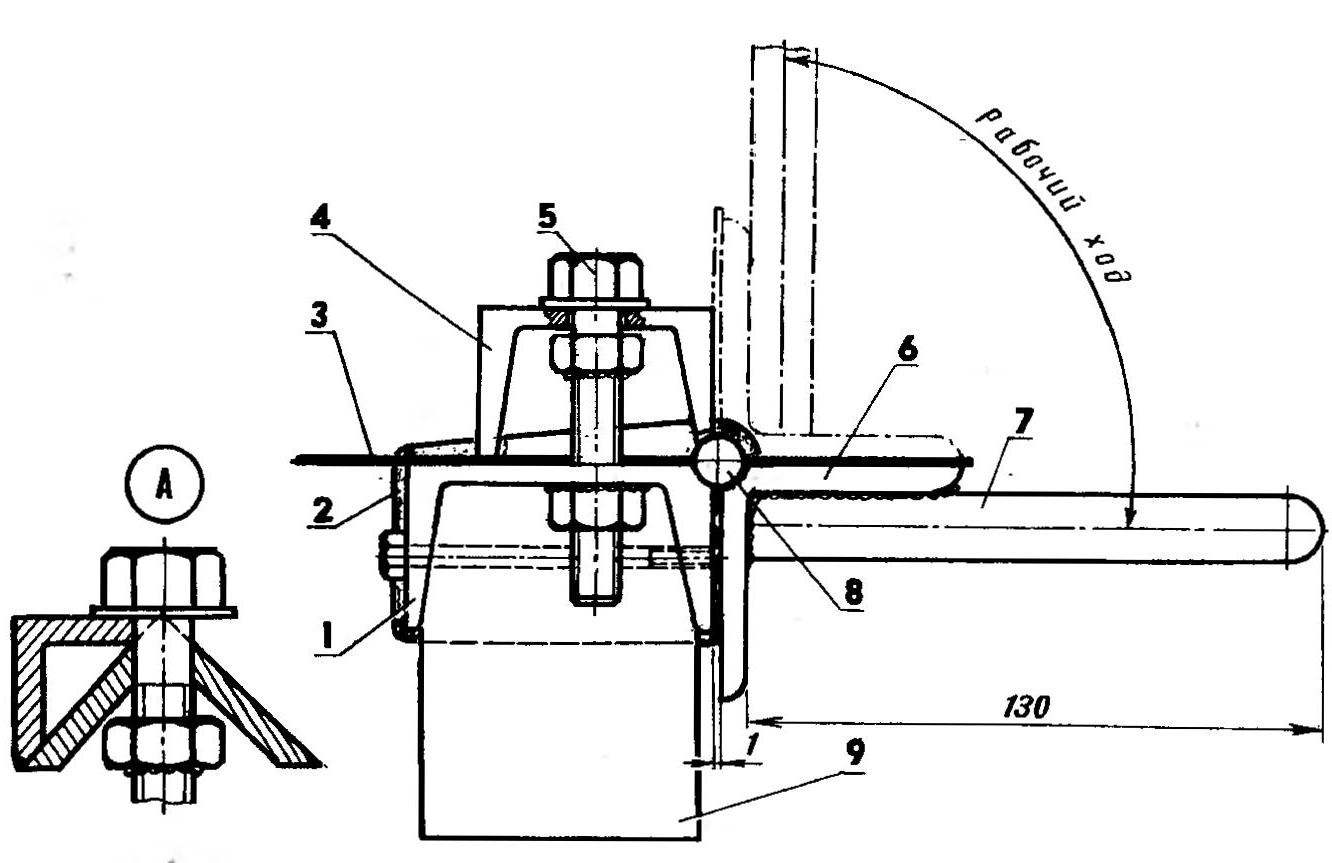
Таким образом, чертежи листогиба ручного своими руками позволяют собрать устройство, работа которого показана на видео. Порядок работы следующий:
- Пуансон приводится в положение, при котором его рабочая поверхность устанавливается в одной плоскости с поверхностью основания. Рукоятка пуансона в таком положении направлена вертикально вниз;
- С основания снимается прижим;
- На основание укладывается заготовка — металлический лист, ширина которого соответствует расстоянию между прижимными болтами;
- Прижим устанавливается на основание и закрепляется при помощи прижимных болтов;
- При помощи рукоятки пуансон приводится в движение и плотно придавливает лист к прижиму. При этом лист изгибается под нужным углом вокруг оси пуансона. Рукоятка оказывается в положении под углом в 45 градусов относительно поверхности основания.

В результате получается лист металла с ровной линией сгиба.
Изготовление зиг-машины
Зиг-машина (или зиговочный механизм) позволяет согнуть на конструкциях из листового железа бортики жесткости, которые именуются зигами. Такие машины причисляются к группе специального оборудования и могут быть сделаны с гальваническим или ручным приводом. Ручные зиг-машины, также фиксируемые при помощи струбцины, могут иметь довольно малогабаритные размеры и переносятся в обыкновенной сумке для рабочих приборов.
Рабочими элементами зиг-машины считаются вальцы-ролики, а ее применение позволяет существенно сэкономить на приобретении частей кровельной конструкции, сделанных в заводских условиях. Если посмотреть видео, в котором представлена работа этого устройства, становится ясно, что пользоваться им можно даже по месту прямого монтажа кровельной системы.
Заключение
Чтобы изготовить самодельный листогиб своими руками не потребуется много времени и денег. Достаточно подготовить материалы и изготовить вспомогательные детали. Времени, если все есть в наличие, достаточно одного – двух вечеров.
Еще хочется сказать, что нет предела совершенству. Например:
- Можно детали расположить так, чтобы при изгибе рычаг не поднимать вверх, а опускать вниз.
- Для увеличения точности можно установить мерную линейку или просто нанести риски.
- Если требуется делать много одинаковых заготовок, то можно на рычаг добавить передвижной упор из уголка. Настроив на определенную длину, мы не будем отмерять заготовку, а просто придвигаем до упора и зажимаем деталь прижимной планкой.
- Если требуется отгибать на определенный угол, то можно предусмотреть регулируемый упор, не позволяющий подвижной части подниматься выше определенного угла.





