
Первым делом, первым делом перегородки, а затем уж, потолок
Впервые с вопросом сопряжения потолка строитель сталкивается еще на этапе возведения перегородок. Верхний узел примыкания вызывает у многих стресс. В случае с блочной стеной обычно сначала намазать верхнее ребро блока или кирпича клеем, а потом «вдавливают» между стеной и потолком. В результате клей или раствор частично остается на блоке, частично выдавливается. Образуется щель, которую нужно умудриться зашпаклевать. И даже если шпатлевка прошла успешно, все равно может появиться щель. Лучшим, на мой взгляд, является использование монтажной пены. Воспользоваться ей можно, когда перегородка набрала необходимую прочность.

Использование монтажной пены для заделки щелей
Сначала в верхний шов вставляем пистолет с баллоном пены и аккуратно проходим с внешней и наружной сторон перегородки. После высыхания пены излишки удаляем обычным строительным ножом. Готово! В результате получается высокотехнологичный прочный узел примыкания. Такое сопряжение отлично компенсирует движение потолка и стен и обеспечивает отличную звукоизоляцию помещению. В случае с гипсокартонными перегородками щель пытаются заделать шпатлевкой. Попробуйте при монтаже листов гипсокартона сначала оставить вверху зазор не больше 5 миллиметров. А затем заделайте шов акриловым герметиком. Герметик так же, как и пена компенсирует мелкие деформации.
Дефекты сварных швов
У начинающих сварщиков часто при выполнении швов встречаются ошибки, которые приводят к появлению дефектов. Некоторые из них критичны, некоторые — нет
В любом случае, важно уметь определить ошибку, чтобы затем исправить ее. Самые распространенные среди новичков дефекты — неодинаковая ширина шва и его неравномерное заполнение
Происходит это из-за неравномерных движений кончика электрода, изменении скорости и амплитуды движений. По мере накопления опыта эти недостатки становятся все менее заметными, через некоторое время вообще исчезают.
Другие ошибки — при выборе силы тока и величины дуги — можно определить по форме шва. На словах описать их сложно, проще изобразить. На фото ниже показаны основные дефекты формы — подрезы и неравномерное заполнение, прописаны причины, их вызвавшие.
Ошибки, которые могут возникнуть при сварке
Непровар
В стыке остаются полости воздуха или несоединенной стали.
Результат – непрочное соединение. Причина – малая сила тока или слишком быстрое перемещение электрода.
Подрез
По сути, это канавка, которая образуется так – сварная ванна очень широкая, поэтому заготовка прогревается на большое расстояние. Капля расплава сходит вниз, а на месте образуется полость. Чтобы этого не допустить, следует уменьшить электродугу. Очень характерно для вертикалов или углов.
Поры и наплывы
По сути это неровности – в одном месте кристаллизация прошла быстрее, а в другом – медленнее. Обычно виной этому неправильно подобранные электроды (просто некачественные) или сквозняк. Выглядит это так:
Прожог
С этим сталкивается каждый новичок, желающий усилить подачу электричества. Образуется полость. Здесь посоветовать можно одно – нужно плавно вести электрод, подолгу не оставлять его на одном месте. Подробнее о дефектах и причинах на видео:
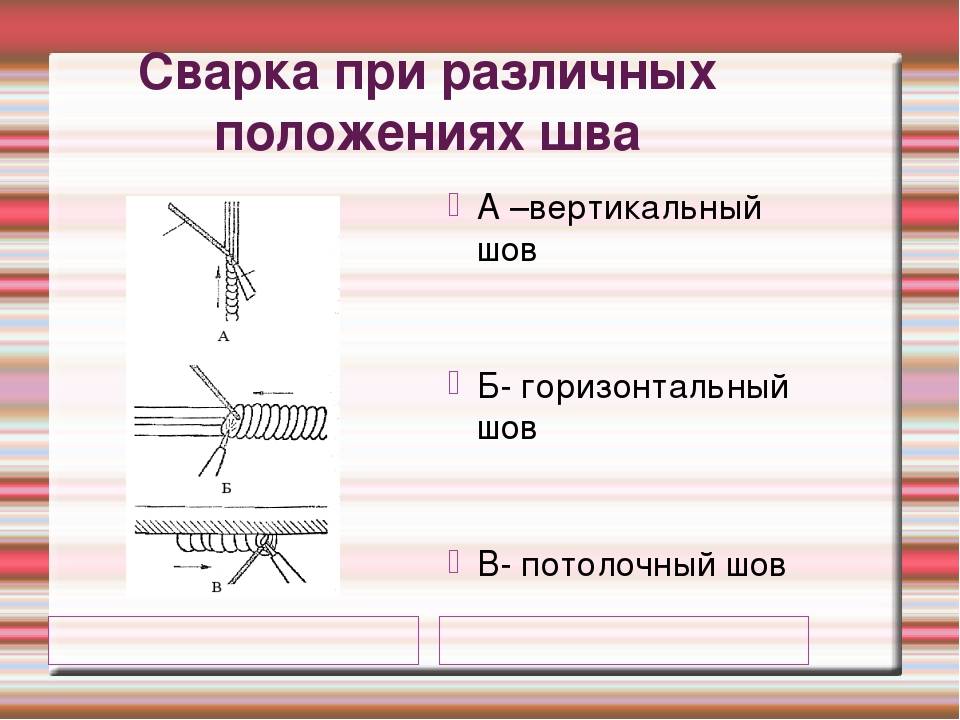
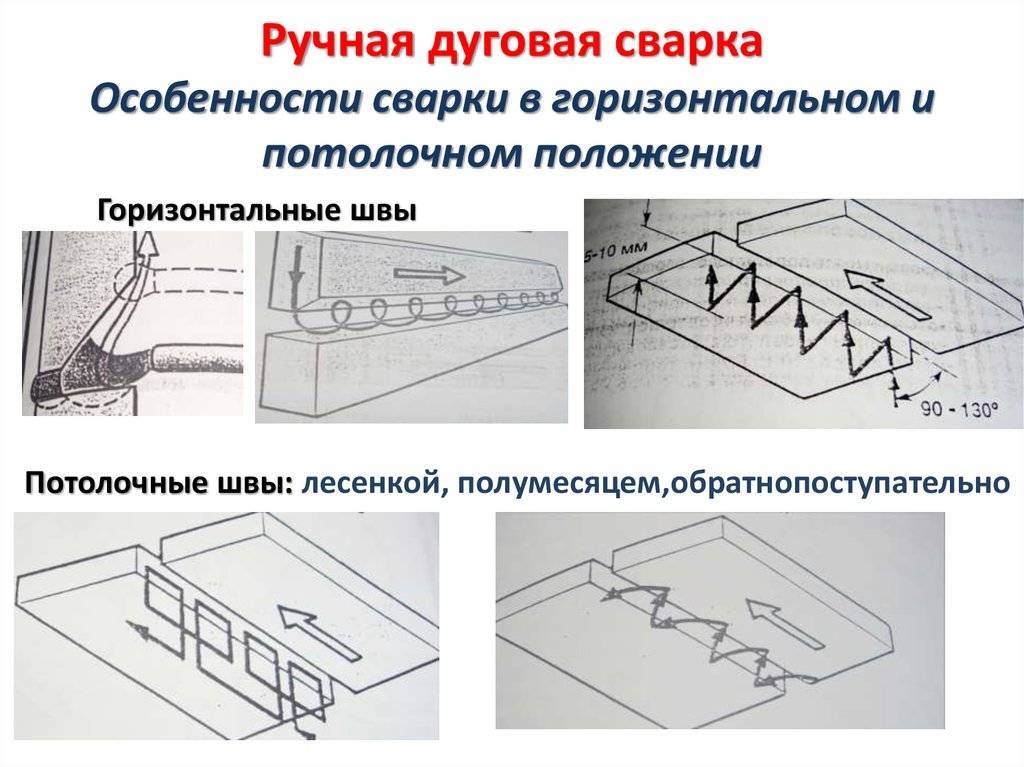
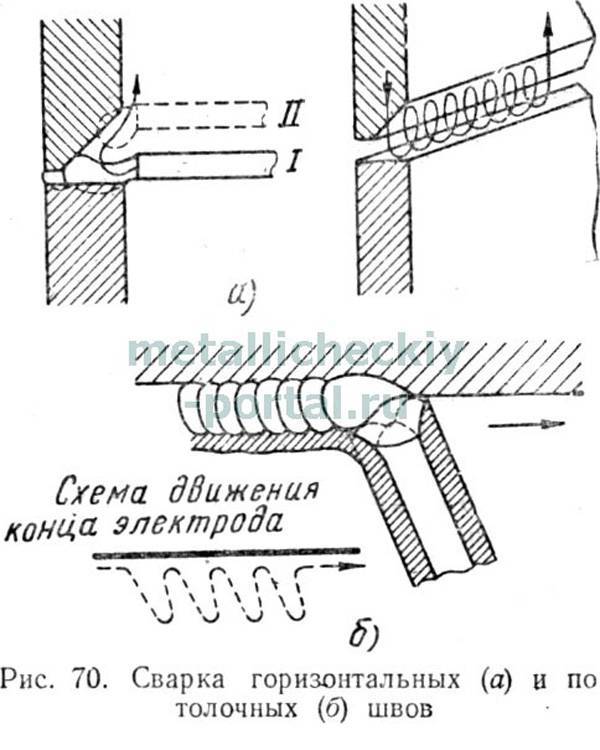
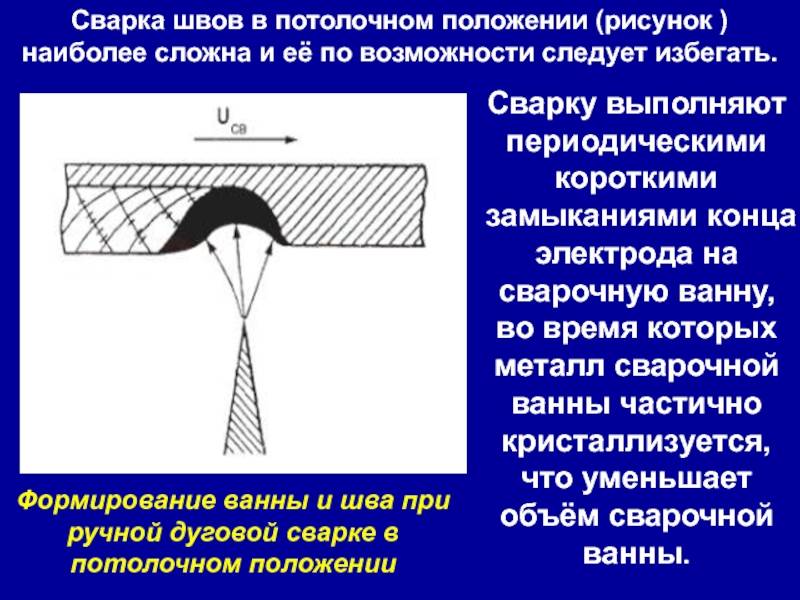
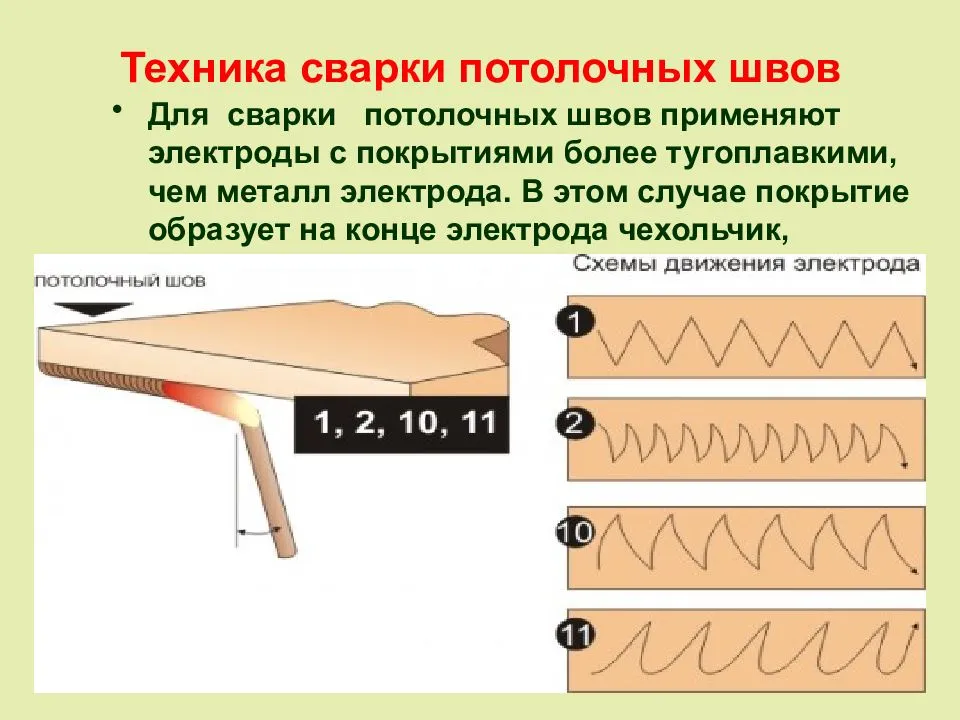
Потолочный шов дуговой сваркой
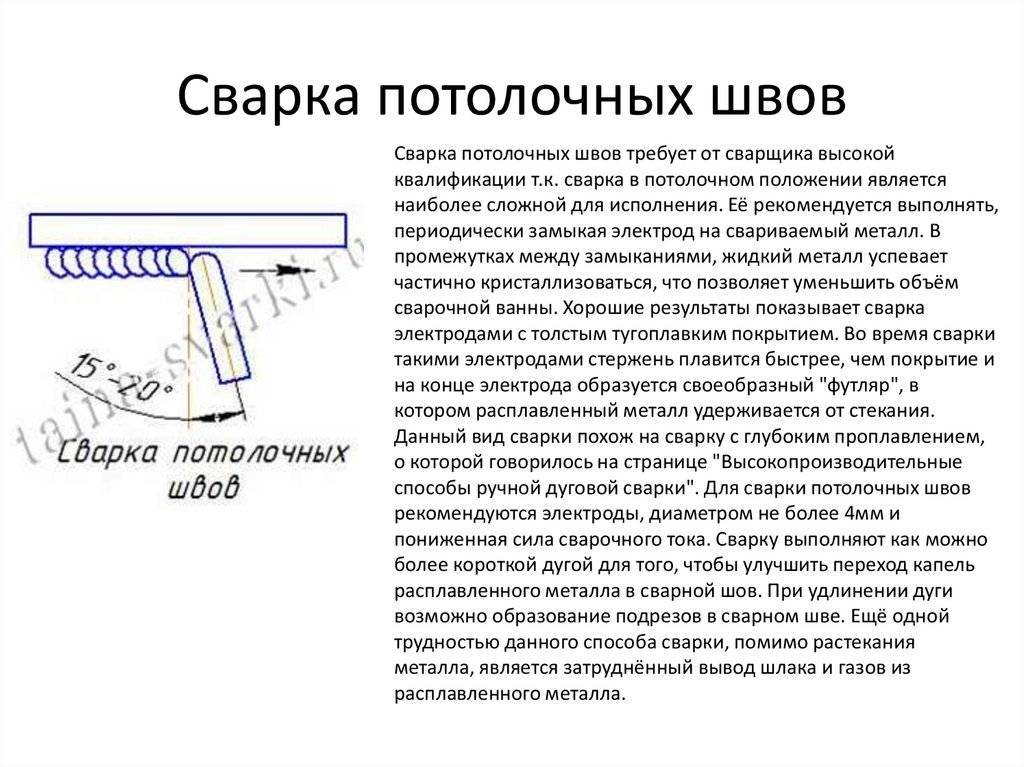
В большинстве случаев, трудности возникают тогда, когда выполняется потолочный шов дуговой сваркой. Сама по себе ручная дуговая сварка самая сложная в освоении. Особенно сложна техника сварки потолочного шва.
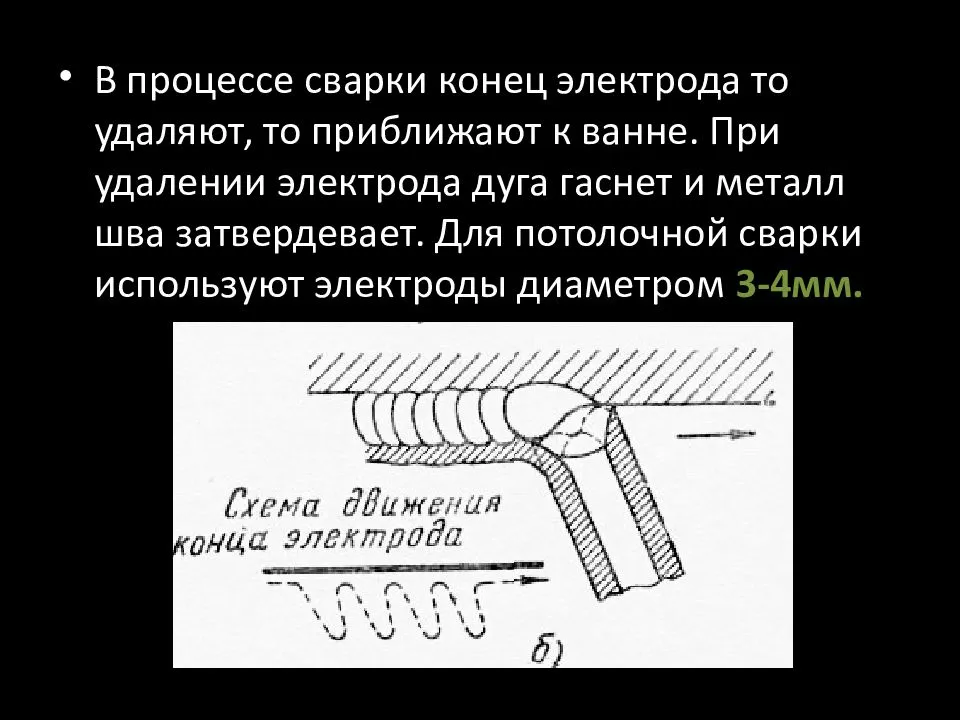
Прежде чем, как начать варить потолочный шов, необходимо определиться с диаметром электрода. От диаметра электрода будет зависеть размер ванны. Чем больше ванна, тем сложнее в ней будет удержаться расплавленному металлу. Чтобы металл не вытекал, придётся увеличивать скорость сварки.
При использовании электродов диаметром до 3 мм металл будет легче контролировать. Поэтому скорость сварки будет оптимальная, достаточная для хорошего проплавления шва.
Как видите, скорость сварки влияет на то, будет ли сильно течь металл ил нет. Если скорость перемещения слишком мала, гравитация будет стараться, чтобы металл вытек из расплавленной ванны.
Укладывать каждый шов нужно так, чтобы капля металла не смогла упасть на вас. Если капля металл упадёт на вас, то она может прожечь не только защитную одежду, но и ту одежду, которая под ней.
Чтобы этого не происходило, вам следует найти баланс между быстрой и медленной скоростью перемещения электрода. Шов должен не только правильно формироваться, но и полностью сваривать детали между собой.
Выполняя потолочный шов дуговой сваркой, необходимо выставить правильные режимы: напряжение и силу тока. При небольшом напряжении дуги, длина дуги уменьшается. Это позволяет снизить разбрызгивание металла. Короткой дугой легче управлять, а значит, вы более точно контролируете процесс формирования шва.
Сила тока влияет на проплавление металла и на его разбрызгивание, особенно потолочных швов дуговой сваркой. Чем больше сила тока, тем больше тепла передаётся в металл.
Сила тока должна быть слегка заниженной, по сравнению со сваркой в вертикальном положении. При этом дуга может гореть не стабильно и зажигать дугу также будет сложнее. Поэтому не стоит слишком уменьшать силу тока. Рекомендуемые режимы в потолочном положении шва, вы можете узнать на упаковке от электродов. Производитель электродов всегда оставляет рекомендации по режимам, в зависимости от пространственного положения шва.
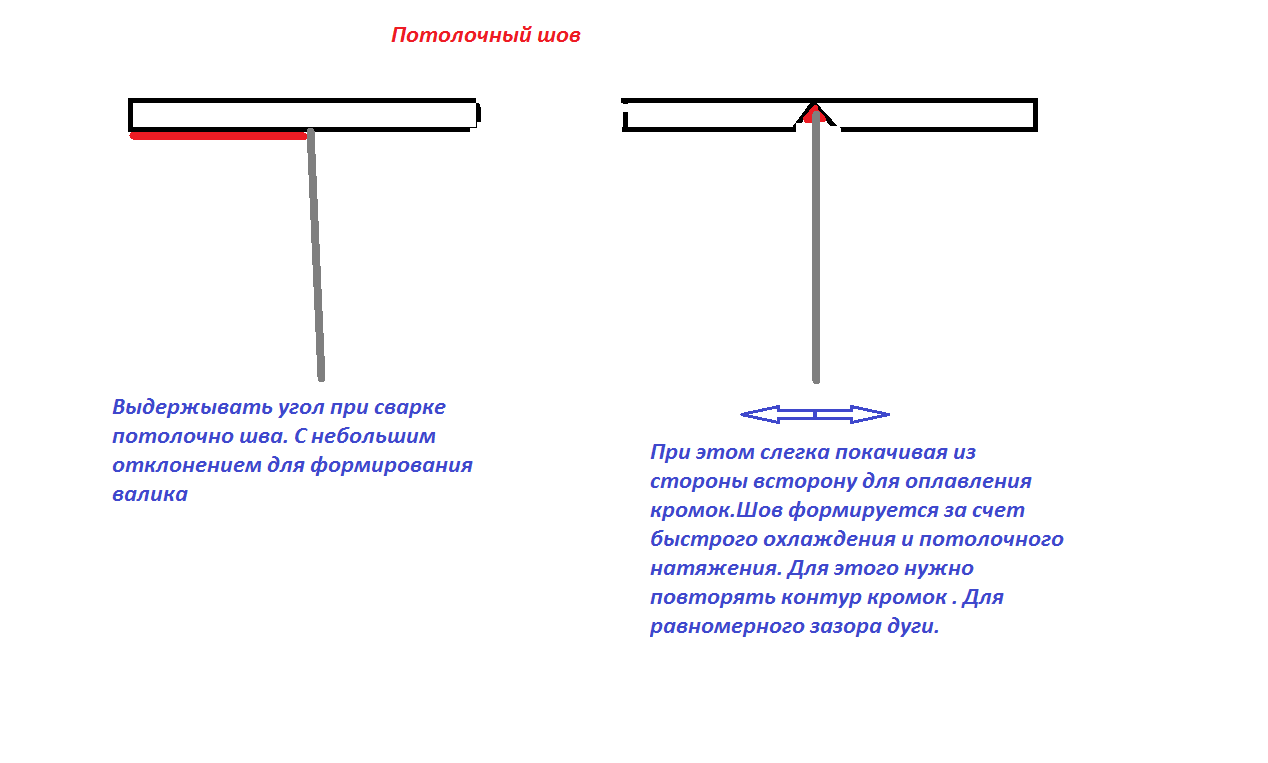
Лучше всего сварку потолочных швов ручной дуговой сваркой выполнять прерывистым швом лодочкой. Это снизит вытекание металла из шва, так как шов будет успевать кристаллизоваться.
Для начала нужно определиться с границами будущего шва. Зажигание дуги должно производиться на одной из границ шва. Движением «лодочкой» переносим дугу на другую сторону шва. Обрываем дугу на предполагаемой границе будущего шва. Для этого отводим электрод на себя, чтобы дуга сама оборвалась. Выдерживаем буквально 1 секунду и зажигаем касанием дугу в том месте, где её прервали. Так как электрод прогрет, дуга зажигается буквально от одного касания. Переносим снова дугу движением «лодочкой» на другую сторону шва и там снова на 1 секунду обрываем дугу. Такой техникой выполняются многие потолочные швы.

Сварка потолочного шва полуавтоматом
По сравнению с ручным дуговым способом, сварка потолочного шва полуавтоматом выполняется намного легче. Но тут и неудивительно, так как диаметр проволоки, обычно, не достигает 2,0 мм. Дуга возникает сама при замыкании конца проволоки или от нажатия на кнопку расположенной на горелке. Тут всё зависит от модели полуавтомата.
При сварке потолочного шва полуавтоматом, необходимо выставить оптимальную скорость подачи проволоки. Так как полуавтоматическая сварка MIG и так склонна к большому разбрызгиванию, скорость подачи проволоки должна быть минимальной.
Ещё одно неудобство заключается в том, что при выполнении потолочных швов, сопло сварочного пистолета будет засоряться брызгами очень быстро. Это приводит к тому, что защитный газ будет плохо защищать сварочную ванну. Поэтому при сварке потолочного шва полуавтоматом, периодически нужно прочищать сопло горелки.
При сварке швов в потолочном положении, большая часть защитного газа будет перемещаться вверх и в сторону. Поэтому для полной защиты сварочной ванны, необходимо увеличить подачу газа. Это можно сделать с помощью регулятора расхода газа.
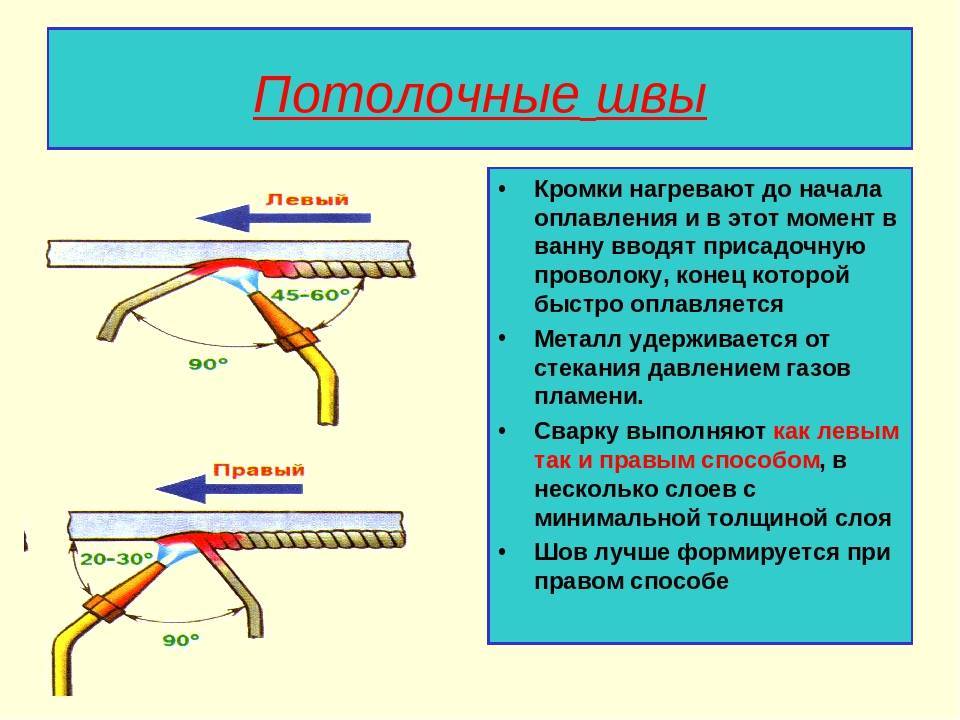
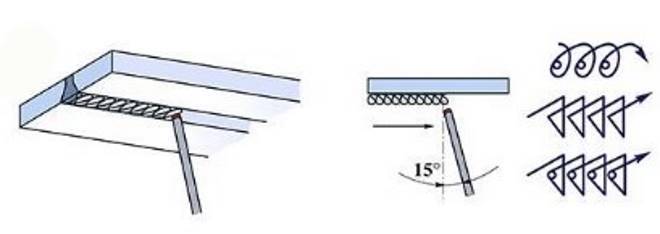
Очень важно при сварке потолочных швов выдержать правильный угол наклона горелки. Горелка не должна перекрывать обзор сварщику
Угол наклона горелки должен быть 10-15 градусов относительно перпендикулярной поверхности изделия.
Если правильно выставить подачу проволоки, режимы и угол наклона, тогда разбрызгивание металла при сварке потолочного шва полуавтоматом можно снизить в разы.
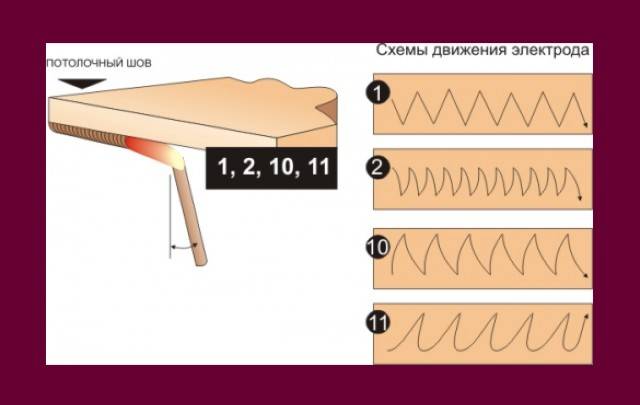
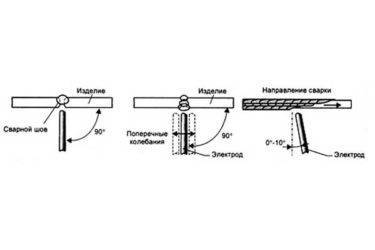
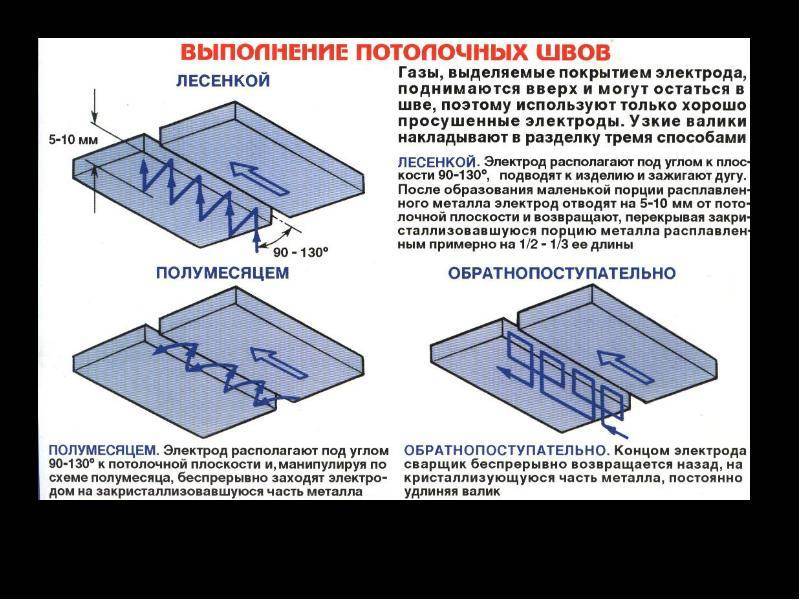
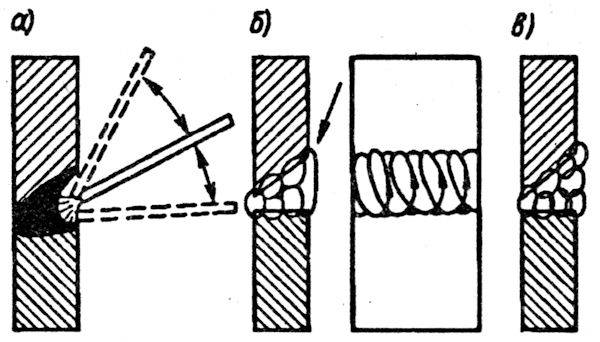
Способы сварки
- Полумесяцем, такой метод предполагает расположение электрода под углом 90-140° к поверхности. При помощи колебательных движений по дуге он двигается по направлению от кромки к кромке.
- Лесенкой, здесь электрод размещается точно так же. Его отводят в сторону от раскаленного металла и возвращают обратно.
- Обратно-поступательный способ. В данном случае электрод необходимо постоянно возвращать на застывший шов.
Самым простым считается первый способ и хорошо подходит для малоопытных сварщиков. Варианты, предполагающие сварку лесенкой и обратно-поступательным способом являются более сложными и затратными по времени. Но подобное соединение будет более качественным.

Крепим современную лепнину
Давайте остановимся на креплении галтели из полиуретана, так как это самый доступный и распространенный на сегодняшний день материал. Сначала рассчитаем материалы, и подготовим инструмент. Считаем длину всех стен комнаты и делим на длину одной планки. Число, полученное в результате расчета, округляем до целого в большую сторону. Рекомендуется купить галтели с небольшим запасом. В качестве крепежа отлично подойдет клей «жидкие гвозди» или акриловый герметик. Кстати, акриловый герметик понадобится и для заполнения швов между плинтусом, стеной и потолком.
Акриловый герметик
Необходимый инструмент:
- Дисковая пила для запиливания углов. Хотя, вполне подойдет и обыкновенная ножовка по металлу.
- Шаблон, он же стусло для запиливания угла в 30,45 градусов.
- Строительный нож.
Заделываем потолковые щели
Удобнее всего начать установку планок с внутренних углов, продвигаясь по прямым участкам. Далее устанавливаем плинтус в стусло. Гладкой поверхностью прижимаем к боковой стенке и запиливаем под углом в 45 градусов для прямых углов. Если угол сопряжения стен отличается – угол запиливания определяетя экспериментально
Внимание! Для одного угла или откоса планки должны быть запилены зеркально. После того, как лепнина готова, начинаем приклеивать. Для этого наносим клей на боковые поверхности галтели и аккуратно прижимаем от угла по всей длине
Продолжаем клеить планки встык
Для этого наносим клей на боковые поверхности галтели и аккуратно прижимаем от угла по всей длине. Продолжаем клеить планки встык.

Продолжаем клеить планки встык
После того как все планки приклеены, заделываем швы между потолком, плинтусом и стеной тонким слоем акрилового герметика. Излишки убираем салфеткой или «универсальным инструментом» т.е. пальцем. Лепнина преобразила ваш потолок!
Лепнина преобразила ваш потолок
Если вам по-прежнему трудно определиться с выбором лепнины, рассчитать ее количество или подобрать цвет потолка и стен, не расстраивайтесь. На многих сайтах производителей есть бесплатные онлайн-сервисы для подбора материалов, расчета их количества, а также подбора цвета потолка и стен. Работает все это очень просто. Вы заходите в онлайн сервис. Указываете размеры своего помещения, делаете подбор цвета, если необходимо, и определяете количество декоративных элементов. Смелее творите, экспериментируйте с цветами и материалами, и ваше жилище наполнится красотой и уютом!
Рекомендации по технике безопасности
Для того, чтобы получить надежный и прочный шов, следует выполнять все правила по технике безопасности. От соблюдения правил зависит не только качество шва, но и ваша личная безопасность.
- Обязательно изолируйте все провода, а когда приостанавливаете работу и вовсе отключайте сварочный аппарат. Так вы обезопасите себя от поражения током во время сварочного процесса.
- Рекомендуется осуществлять сварку потолочных швов в теплом сухом помещении.
- Ни в коем случае нельзя работать в дождливую и снежную погоду. Выполнять сварку во влажных помещениях могут только специалисты с большим опытом, но даже в этом случае следует быть предельно осторожным.
- Надевайте специальную защитную одежду , маску и очки. Все тело должно быть плотно закрыто одеждой.
В заключении стоит еще раз отметить, что сваривание потолочных швов – процесс достаточно трудоемкий и энергозатратный. Начинающему сварщику достаточно сложно выполнять такой вид соединений. Чтобы качественно выполнить работу и создать хороший прочный шов, нужно получить специальные знания, овладеть техникой работы со сварочным аппаратом и ознакомиться со всеми нюансами данного вида работ. Предварительно лучше потренироваться на сварке каких-нибудь деталей. Если у вас недостаточно знаний и опыта, то лучше доверить этот процесс специально обученным людям. В любом случае, как опытным сварщикам, так и новичкам необходимо строго соблюдать правила безопасности. Точное выполнение всех предписаний и инструкций – залог вашей личной безопасности. [Всего: 2 Средний: 2/5]
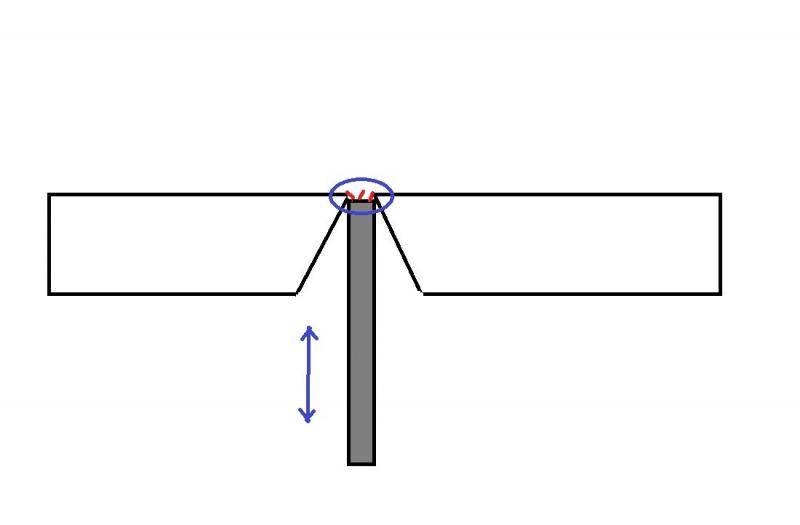
Технология потолочного шва: ключевые основы

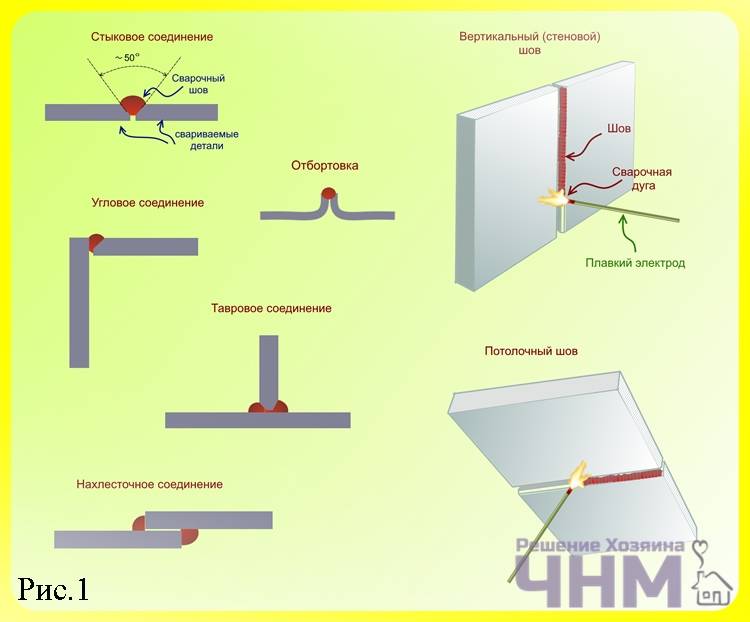
На фото: схема потолочного шва. Мы уже делали акцент, что потолочный шов располагается на нижней поверхности металлической конструкции.
Теперь, благодаря базовым навыкам, которые вы усвоили выше, можно приступить к обсуждению одного из самых сложных типов соединения – потолочного шва.
Важно понимать, что в этом случае сварщик располагается ниже рабочей поверхности, в связи с чем на одежду могут попадать капли раскаленного металла, шлак и стружка.
Также важный момент: сварочная ванна располагается в противоположном направлении, поэтому достичь надёжной фиксации можно при правильной техники исполнения.
Такой шов применяется для сварки днища автомобиля, во время монтажа перекрытий и металлоконструкций, в судостроении и прочее.
Техника исполнения потолочного шва
Для выполнения такого шва можно использовать трансформаторные и инверторные сварочные аппараты. В плане практичности и качества выполнения мы рекомендуем использовать инверторный тип, но ввиду того, что это оборудование не доступно для начинающих сварщиков, можно применять полуавтоматику, но об о все вскоре.
Пример потолочного шва: выглядит очень хорошо. В данном случае применяли инвертор.
Ещё один вариант готового потолочного шва, который был выполнен полуавтоматом.

Так выглядит завершенный потолочный шов
Опытные мастера утверждают, что в процессе формирования потолочного шва жидкий металл удерживается лишь поверхностным натяжением, поэтому важно использовать определённую технику. Видео урок: как сделать правильный сварочный шов на потолке
Видео урок: как сделать правильный сварочный шов на потолке
Методы формирования шва:
- Полумесячный тип. В этом случае необходимо совершать Z-подобные движения, чтобы жидкий металл не концентрировался в одном месте и не остывал.
- Лестничный тип. Электрод размещается под углом от 90 до 120 градусов к сварочной поверхности. Электрод подносят к металлу и дожидаются, когда образуется сварочная ванна. Сразу нужно отодвинуть электрод на 5-10 мм, после чего процедура повторяется.
- Обратно-поступательный тип. Наиболее сложный метод сварки, доступный профессионалом. В этом случае необходимо постоянно возвращаться к затвердевшему металлу.
Инструкция сварки в потолочном положении
Во-первых, вы должны знать, что такое корневой шов.
Это наиболее удалённая точка, которая подлежит сварки. Чаще всего именно это место хуже всего проваривается.
Для этого нужно использовать тонкие электроды с диаметром 3 мм, при этом сила тока должна быть низкой или средней. Эту процедуру можно выполнить, как полуавтоматом, так и инвертором.

На фото: так выглядят сварочные электроды. Они могут быть различного диаметром.
Внимание, если доступна обратная сторона материала, то необходимо сформировать валик без последующей обработки. Корень шва проваривают возвратно-поступательными движениями
Во-вторых, теперь нужно взять электрод с диаметром 4 мм. Необходимо применить технику исполнения по типу лестница. Не допускайте образование валиков на кромка. Сила тока ближе к максимальной.
В-третьих, производим дальнейшую наплавку, при этом ширина незаполненной канавки должна составлять не более 2-3 мм.
Сварка инвертором или полуавтоматом
В данном случае мы описали общую схему формирования потолочного шва. Наиболее оптимальным решением будет применить инвертор.

На фото: проволока для полуавтоматической сварки.
Такой аппарат очень компактный и делает очень качественный шов, благодаря широкому диапазону рабочих режимов.
Что касается аппаратов трансформаторного типа, применяйте полуавтоматическую сварку.
В этом случае подача электрода производится автоматически, поэтому можно выполнять большой объем работ.
Главное преимущество этого метода – в зону сварочного шва подаётся газ, защищающий шов от окисления.
Видео урок: учимся варить потолочный шов полуавтоматом
Специально для вас мы приводим лучшее наработки экспертов, которые помогут правильно варить сварочный шов на потолке.
- Для стыкования поверхностей подходит лишь ручной способ.
- Для образования шва идеально подойдут покрытые электроды, которые будут защищать его от окисления.
- Не стоит применять электроды с диаметром более 4 мм.
- Оптимальная толщина шва равна двум диаметрам электрода.
- Образование шва должно производится к себе, так можно проконтролировать качество исполнения потолочного шва.
- Если сварочные поверхности имеют толщину более 1 см, то сварка производится в два этапа.
- Эксперты рекомендуют защищать поверхности перед началом сварки, а также производить обработку шва по окончании.
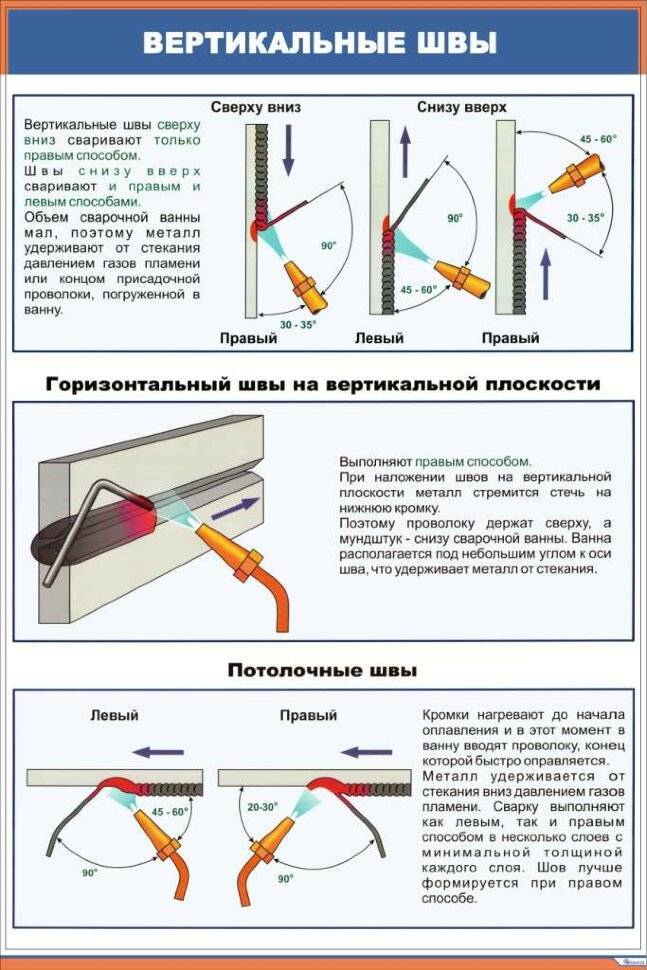
Сварка вертикальных швов
Как варить вертикальный шов? Когда выполняется сварка вертикальных швов металл подготавливается так, что учитывается тип соединения и толщина элементов. После чего они фиксируются в нужном положении, и прихватываются небольшими поперечными стежками, которые не дают деталям смещаться.

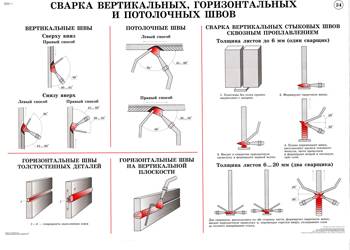



 Сварка двух вертикальных пластин
Сварка двух вертикальных пластин
Вертикальный шов сваривается двумя способами: снизу вверх и в обратном направлении. Получить высокое качество вертикального шва легче, когда работаешь снизу вверх, так как сварочная ванна поднимается дугой и не дает ей опускаться.
Сварка вертикального шва снизу вверх без отрыва дуги предполагает движение электрода в одном направлении без смещения по горизонтали. Он наклоняется к плоскости под углом 80-90°. Сварочная дуга оказывает прямое воздействие на деталь, что облегчает управление процессом.
Алготирм сварки:
- В нижней точке возбуждается дуга;
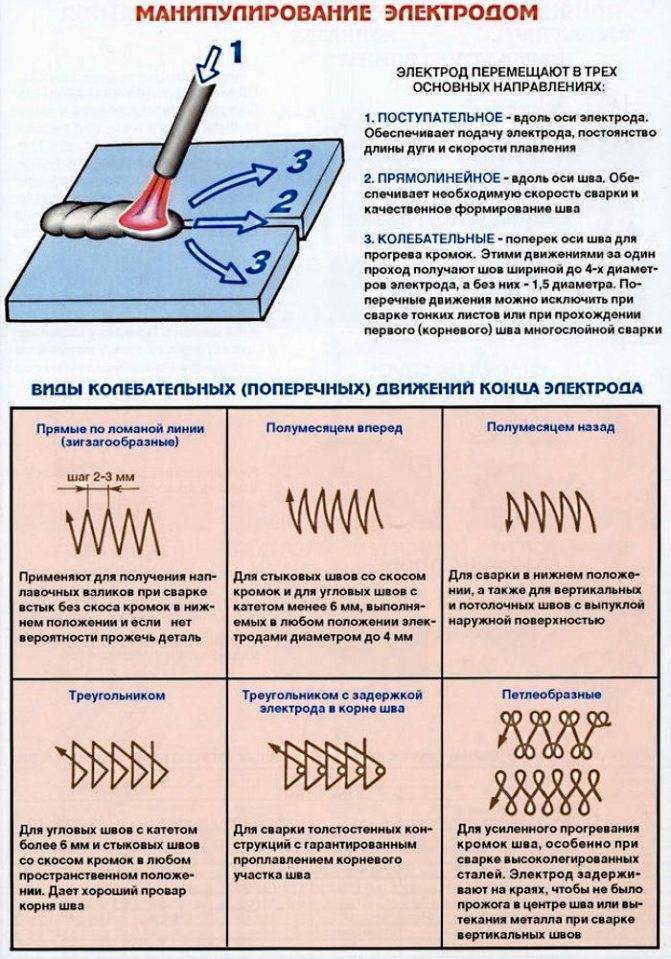
- Подготовка горизонтальной поверхности, равной сечению шва – движение электрода: полумесяцем, “елочкой” или зигзагом;
- Удержание сварочной ванны осуществляется давлением дуги, которая контролируется наклоном электрода.
Движения электродом должны осуществляться довольно быстро, необходим полный контроль над процессом. Если сварочная ванна начинает вытекать с одного края, переходите к другому с одновременным движением вверх.
Свои особенности имеет сварка углового вертикального шва. Сначала наплавляют полочку, затем неспешными манипуляциями электрода наплявляют маталл. Формируется готовый шов при проходе “лесенкой”. Т.е. подняли электрод вправо вверх, капля расплавленного металла застывает между кромками, далее ведем кончик электрода по краю шва влево и вверх, тем самым формирую “чушуйки” надежного соединения.
https://vk.com/video_ext.php
 Сварка с отрывом дуги
Сварка с отрывом дуги
На форму стыка большое влияние оказывает сила тока. Ток, чаще всего, на 5-10А меньше рекомендованных значений для определенного типа электродов и толщины материала. Хотя это верно не всегда. Поэтому лучше всего её определять экспериментально и брать средние значения.
Как приобрести «правильное» оборудование
Для тех, кто мечтает стать профессионалом в сфере выполнения сварочных работ, покупка профессионального оборудования — важный и неотъемлемый этап. Современный рынок сварочных аппаратов предлагает потенциальным покупателям большой выбор аппаратуры. Можно его собрать самостоятельно. Но есть предметы, которые в любом случае следует приобрести:
- Трансформатор. Этот прибор преобразовывает ток бытового типа в тот, который требуется аппарату для работы. При покупке трансформатора не стоит экономить, так как они быстро выходят из строя и достаточно тяжелые.
- Инвертор. Этот прибор также преобразовывает ток из бытового в электрический. Но у него отличные технические свойства и повышенная производимость.
Также применяется и выпрямитель. В отличие от трансформатора, этот прибор гарантирует более стабильную подачу преобразованного электричества, что влияет на качество создаваемого шва.
Как сварить потолочный шов
Потолочный сварочный шов считается одним из наиболее сложных типов сварки, поскольку сварочная ванна располагается вверх дном. Сварка потолочных швов требует точной последовательности выполнения всех действий. Если не соблюдать правила и рекомендации можно получить некачественное соединение, что чревато подтеками раскаленного металла. Выполняя потолочный шов нужно соблюдать технику безопасности и защитить свое лицо и руки от возможного попадания горячих капель металла.
Как правильно варить потолочный шов инвертором
Сварка потолочного шва представляет собой технологически сложную операцию, отличающуюся особой трудоемкостью. Вместе с тем, этот вид сварки считают самым надежным, так как позволяет получить максимально прочное и качественное соединение.
Чтобы выполнить работу максимально качественно с использованием инвертора, нужно придерживаться таких правил:
- В начале операции свариваемые стороны сводят максимально плотно друг к другу. Это позволит избежать образования зазоров, из-за которых шов может потерять прочность.
- В обязательном порядке нужно произвести разделку кромок, также, как и в положении снизу. При этом, если толщина металлического профиля более 0,5 см, нужно сделать скос в форме латинской буквы «V».
- Для упрощения формирования сварного соединения можно варить половинкой электрода. При этом, он должен располагаться по отношению к металлическому элементу под углом не менее 45 градусов.
- Так как работа осуществляется наверху, высока вероятность падение капель раскаленного металла. Чтобы предотвратить это, повысить уровень безопасности, следует установить силу тока в инверторе на средний уровень.
- Если между соединяемыми профилями образовался зазор, избавиться от него можно при помощи прерывистой дуги. Капли раскаленного металла накладывают друг на друга без временных промежутков.
- Если поверхность профилей идеально ровная, между ними отсутствуют зазоры или дефекты, первый валик накладывают без колебательных движений электрода. Благодаря этому металл максимально заполняет стык. Однако следующий проход электродом нужно делать уже более широкий.
Важно! При сварке труб рекомендуют сразу делать широкий шов, чтобы металлические изделия сцепились между собой максимально прочно
Как варить потолочный шов электросваркой
Если нет достаточного опыта в проведении сварочных работ в потолочной части помещения, стоит ознакомиться с этапами работы. Наиболее наглядно весь процесс показан в видео:
Вещи необходимые сварщику
- Маска которая поможет уберечь глаза от яркого свечения.
- Замшевые перчатки
- Щётка и молоток для отбивки шлака
- Сварочный аппарат
- Электроды
- Одежда с длинными рукавами для защиты от искр.
Что бы научиться правильно варить электросваркой нужна в первую очередь постоянная практика, мы уверены что, практикуясь для начала на не сложных поверхностях с каждым разом у вас будет получаться все лучше и лучше.
Итак, выполняя правильные электросварочные работы первым делом позаботьтесь о технике безопасности, приготовьте маску и наденьте перчатки. Участок метала где будет производиться сварка необходимо хорошо зачистить наждачкой или шкуркой по металлу, делается это для того что бы удалить грязь и ржавчину, при таком подходе не возникнет проблем с розжигом дуги, а сварочный шов будет получаться ровным и красивым.
Основные этапы выполнения электросварочных работ
В комплекте со сварочным аппаратом всегда идут два специальных провода на одном из конце каждого находиться стальной зажим, первый провод предназначен для закрепления в нем электрода, а второй (масса) необходимо закреплять к рабочей детали с которой будет происходить сварка. Порядок выполнения работ:
- Заранее приготовленный электрод устанавливаем в держатель.
- Второй провод с зажимом закрепляем непосредственно на детали где будет производиться сварка.
- Легким постукиванием электродом по металлу зажигаем электрическую дугу.
- Медленно и аккуратно ведем электродом по месту стыка металлов, при этом совершая возвратно поступательные движения.
- После сварки не большого участка останавливаемся, смотрим и оцениваем проделанную работу.
- При необходимости удаляем образовавшийся шлак при помощи молотка или щетки.
- Если все в порядке, продолжаем выполнять те же самые действия.
В конечном итоге у вас должен получиться шов. И пускай в первый раз он будет не таким красивым и ровным как хотелось бы, постоянно выполняя сварочные работы вы приловчитесь, наберетесь опыта и окончательно освоите это не хитрое ремесло.
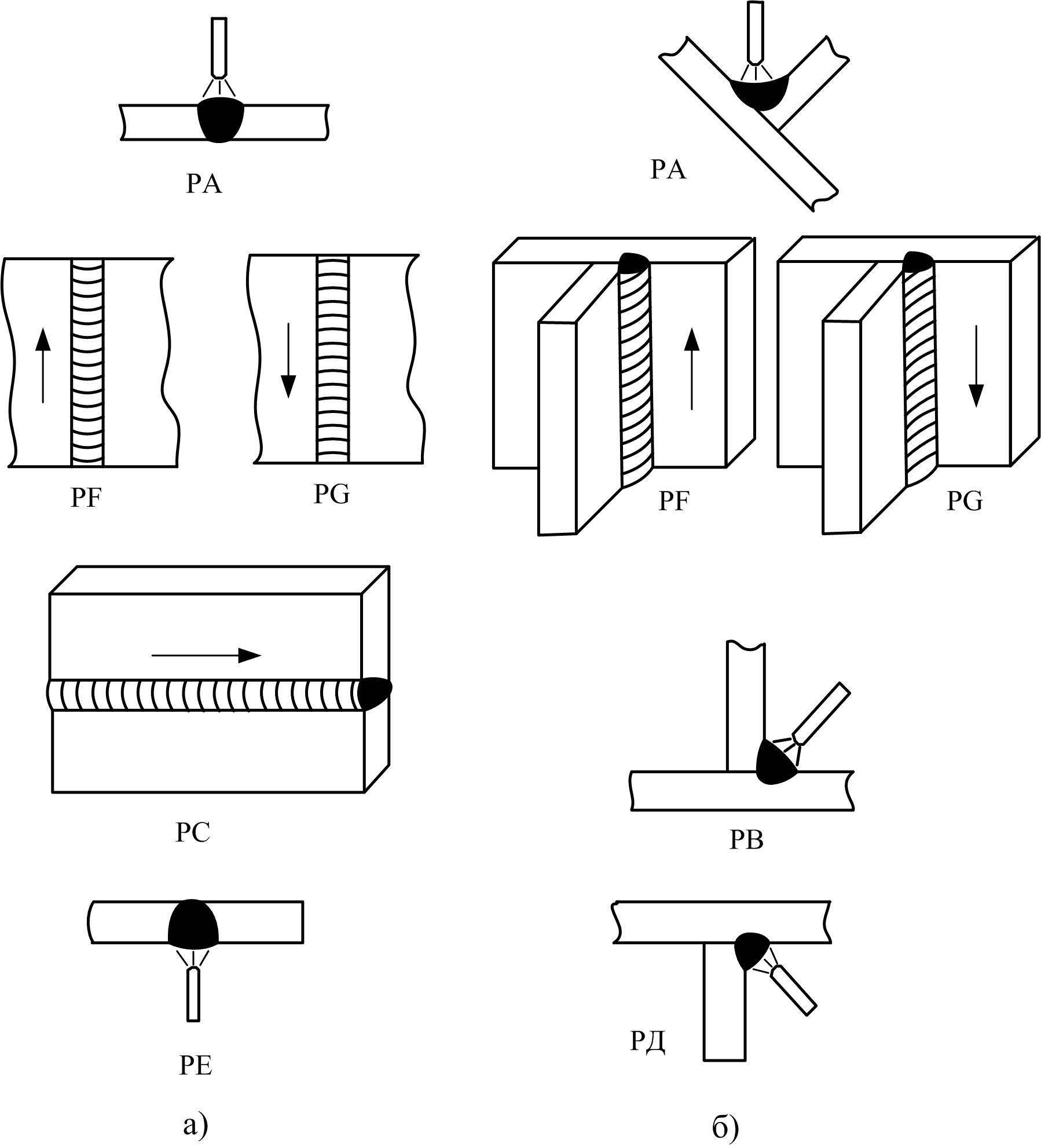
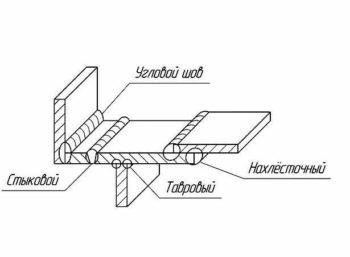
Другие виды сварки
Важнейшим элементом любой металлоконструкции является сварной шов. В связи с этим техника сварки вертикальных швов, а также других вариантов соединения будет крайне полезна новичкам.
Существует большое количество методов, применяемых для формирования надежных стыков в случае различного расположения деталей относительно друг друга. Также разработаны специальные техники движения электродов, например, елочкой, лодочкой и т.д.
К наиболее простым видам сварки относится работа в горизонтальном положении. Однако существуют и более сложные виды швов.
Стыковые
Проще всего осуществлять данный тип соединения не на вертикальной плоскости, а на горизонтальной.
Чертеж сварочных швов.
Выполнять сварочный процесс можно несколькими способами:
- в пространстве;
- на съемной медной подкладке;
- с предварительным швом.
В первом случае самым трудным является проваривание корня по всему изделию. Упростить задачу может применение медной подкладки. Благодаря высокой теплопроводности она предотвратит оплавление поверхности под деталями в результате контакта с расплавленным материалом. Ее можно легко удалить после окончания работ.
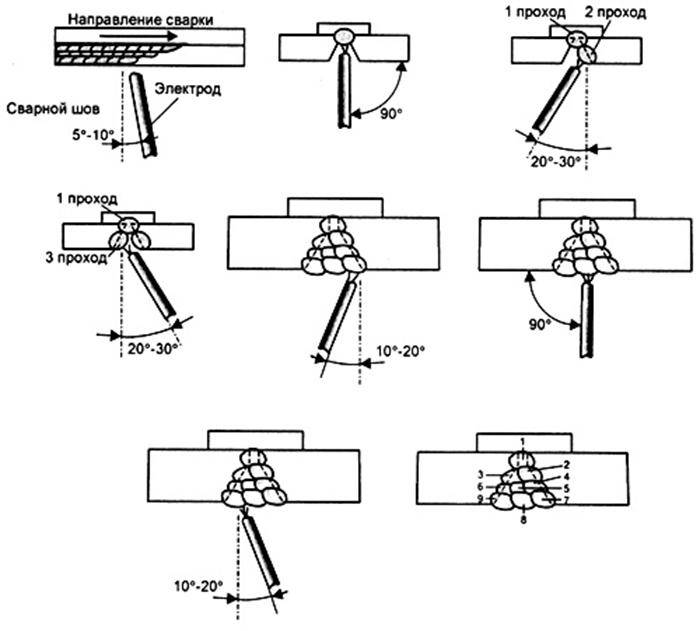
Сварные многослойные
Данная технология предусматривает проведение нескольких проходов. Перед каждым проходом предыдущий слой очищается и остывает. В связи с этим подобный способ соединения существенно отличается от других.
Слои варятся с использованием электродов разного диаметра. Нижний свариваем стержнями в 3-4 миллиметра в диаметре, а последующие – 5-6 миллиметров. Самый верхний слой является выпуклым, кроме того он выполняет термообработку нижних слоев.
https://www.youtube.com/watch?v=yEz_cweZtyQ
Кольцевые
Используется в стыковке труб и различных деталей запорной арматуры. Представляет собой смешанные виды дуговой сварки.
Вначале электросваркой делается вертикальный шов сбоку трубы, затем по окружности формируется горизонтальный. Таким же образом осуществляется сварка пластин, расположенных на потолке.
Особенности техники подготовки к кольцевой сварке следующие:
- изделие тщательно очищается;
- деформированные участки обрезаются и выравниваются;
- кромки зачищаются до блеска.
Обработка стыков во время сварочного процесса осуществляется постоянно, а повороты провариваются в несколько проходов. Каждое последующее соединение наносится только после очистки предыдущего от шлака.
В случае обнаружения трещин их удаляют, а образованный фрагмент заново заваривают.
Потолочные
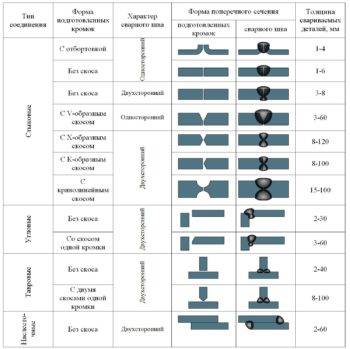
Характеристики разных видов сварных соединений.
Каждый неопытный сварщик окажется в замешательстве, столкнувшись с необходимостью сварить потолочный шов электросваркой. Данный тип соединения можно смело назвать сложнейшим сварочным швом. Следует отметить, что потолочная сварка вызывает массу проблем, связанных с неудобным положением мастера при работе.
Капли раскаленного металла так и норовят сорваться и упасть вниз, что еще больше осложняет процесс работы. Сам же расплавленный метал удерживается в ванне за счет действия силы поверхностного натяжения.
Сварка потолочного шва предполагает расположение электрода по нормали к поверхности изделия. При этом стержень осуществляет круговые движения. Таким образом удается расширить соединение.
Дуга должна быть короткой, чтобы исключить подрезы. Варить потолочный шов необходимо по следующей методике – металл должен затвердеть с наибольшей скоростью. Подобного эффекта удается достичь при использовании электродов с покрытием, у которого высокая температура плавления.
Помимо круговых следует также совершать вертикальные движения. Отдаление электрода от ванны приведет к гашению дуги. В результате металл начнет остывать и ванна уменьшится.
Таким образом, помимо стандартных дефектов формируемых при сварке, сварка потолочных швов характеризуется еще одной неприятной особенностью, избавиться от которой невозможно. Осуществляя подобное соединение необходимо заранее понимать то, что оно будет ослабленным и менее надежным, чем любое другое.
В связи с вышесказанным, в промышленном производстве подобные стыки практически полностью отсутствуют.
Потолочная плитка без швов
Если вы планируете оклеить потолок пенополистирольной плиткой и хотите, чтобы на плиточной поверхности не были заметы швы, рекомендуется использовать специальную плитку «потолок без швов». Неплохим средством для этого может послужить, к примеру, потолок без швов Формат, либо же потолочная плитка любого другого производителя.



Новая технология бесшовной укладки плитки, придуманная производителями, позволяет минимизировать величину и видимость швов между элементами, сделать поверхность ровной и целостной.
Потолок без швов монтируется по схожей технологии с обычной плиткой, однако имеет некоторые особенности укладки:
- После покупки материал должен полежать в ремонтируемом помещении желательно сутки в распакованном виде.
- Потолочное основание должно быть хорошо выровнено шпаклевкой и загрунтовано.
- Плитку следует тщательно отсортировать, удалить бракованную (неровную) плитку при наличии таковой.
- После проведения потолочной разметки на плитку наносится клей. Делают это не только на задней поверхности материала, но и с боков (аккуратно промазывают торцы плиточных элементов).
Потолок без швов: плитка имеет однородную структуру без видимых швов по всей потолочной поверхности
После того, как на потолке состыкуются два плиточных элемента, потолочный шов (стык) между ними укрепляется строительным скотчем, чтобы плиты остались в начальном положении после высыхания клея.
Когда клей высохнет, скотч можно удалять.
Естественно, технология не является панацеей, и швы хоть и будут малозаметны, но все же будут иметь место.
При желании избавиться даже от малейших признаков швов, можно заделать их следующим образом:
- Перед тем, как заделать швы в потолке, следует подготовить подходящую замазку. В качестве замазки для швов можно использовать специальную затирку, шпаклевку или акриловый герметик для потолка.
- Заполняют шов непосредственно из тубы или же с помощью узкого шпателя при использовании смеси.
- Швы нужно заполнять тщательно, избегая пропусков, после чего убрать чистой тряпкой остатки состава.
Итак, мы выяснили, как заделать потолочный шов различной природы – межплиточный и образованный на стыке декоративных потолочных плит. Используя на практике наши советы и рекомендации, вы сможете избавить себя от назойливой проблемы потолочных швов, сделать потолок в вашем доме целостным и красивым.
Особенности технологии
Подготовка перед формированием потолочного шва несколько отличается от подготовки перед обычной сваркой. В процессе сварки есть определенные сложности и опасности, к примеру, попадание расплавленного металла на кожу. Металл может стекать, капать.
Нужно знать, как это предотвратить. Сварщики, работающие с потолочными соединениями, знают несколько приемов, которые помогают избежать сложностей и травм.
Итак. Как при любом другом сваривании кромки деталей должны быть очищены перед обработкой. Зачистка от пятен, заусенцев и обезжиривание никогда не должны игнорироваться.
Формирование потолочного шва должно проходить при помощи полуавтоматического оборудования либо аппарата РДС. Тип электродов – покрытый.
Это благоприятно повлияет на качество полотна. Диаметр электрода не должен превышать четыре миллиметра, при этом он должен быть уже ширины соединения.
Также необходимо следить за сухостью электрода. Их покрытие при повышенной влажности может лопаться, ухудшая проводимость и, как следствие, качество соединения.
Если сваривание происходит в режиме РДС, то предупредить растекание металла можно, если отводить электрод немного в сторону.
Способы зажигания дуги
Обучаясь тому, как варить металл электросваркой, стоит узнать кое-что о самом методе. Расстояние и электрический высокотемпературный импульс между деталью и электродом называют дугой. Для создания таких условий существует два способа:
- В первом случае электродом (быстро прикасаясь) «чиркают» по железу, будто спичкой. Возникшую дугу нужно сохранять, ведя присадку в нескольких мм от рабочей поверхности металла.
- Во втором случае кончиком электрода нужно резко постукивать по заготовке.
Получившаяся дуга не должна погаснуть. Если это все-таки случилось, прежде чем продолжится электросварка, швы нужно очистить от окалины. Пренебрежение этим правилом ведет к образованию дыры.
Распространенные сложности
Потолочные швы многие сварщики не любят из-за сложностей в их исполнении. Результат у начинающего может часто быть плохим, что отбивает охоту учиться. Но если понимать основные проблемы и максимально их предупреждать, то довольно скоро, после тренировок, можно освоить это непростое соединение.
Сварка потолочного шва инвертором или трансформатором значительно отличается от работы на аналогичном изделии в нижнем положении. Когда металл сваривают на полу, то сварочная ванна растекается по соединению, и сварщику необходимо следить только за правильным заполнением стыка, не допуская попадания шлака впереди ванны. Когда же рабочей поверхностью служит потолок, расплавленный металл под собственным весом стремиться вниз.
Шлак, будучи в жидком состоянии, тоже постоянно капает, чем мешает вести шов. Эти брызги ударяясь о землю, разлетаются еще больше, попадая на сварщика и окружающие предметы. Основной сложностью при дуговой сварке в потолочном положении шва является соединение сторон изделия. Сварочная ванна образовывается на одной кромке, но никак не получается связать металлом обе стороны.
Сварка потолочных швов выполняется на уменьшенном токе, что влечет частое прилипание электрода и непровары. Еще одним дефектом являются наплывы. Положение тела с запрокинутой головой и поднятой вверх рукой быстро утомляет сварщика. Поэтому частые перерывы просто необходимы для качественного выполнения работы. Понимание этих сложностей поможет настроиться на трудности и принять меры по облегчению реализации процесса.





