
Как качественно выполнить сварку инвертором
Используя инвертор можно получить достаточно качественный шов, но для этого нужно учесть три важных параметра:
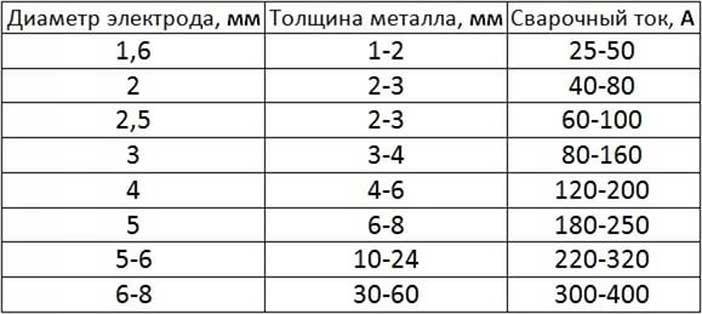
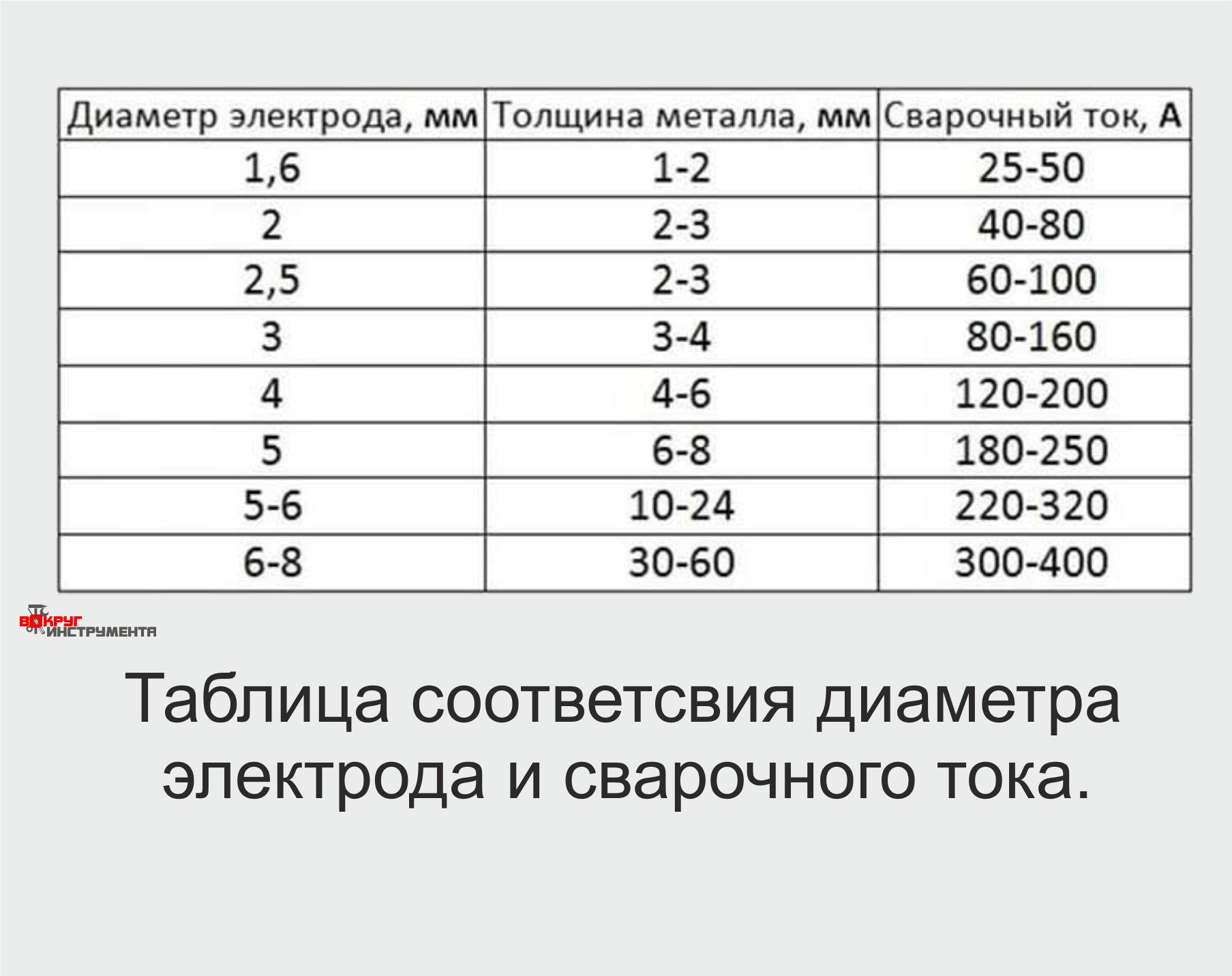
- Правильно установленная сила тока для сварки;
- Оптимальный диаметр выбранного сварочного стержня;
- Учет толщины металла.
Как было сказано выше, толщина электрода является одним из главных факторов качества сварного шва. Добавим, что от диаметра также зависит плотность тока. Если превысить значение плотности, дуга потеряет свою устойчивость, будет хуже проваривать металл и значительно увеличится ширина шва. Это не критично, если эстетическая сторона работы не так важна. Сварку тонких металлов лучше доверить полуавтоматичеким сварным автоматам. В противном случае, шов может получиться непрочным и слишком широким. Это особенно критично при использовании электродов большого диаметра: в сварном шве образуются поры, существенно снижающие его прочностные характеристики.
Устройство электрода
Устройство сварочного электрода
Электрод, обязательно применяемый во время сварки — достаточно тонкое изделие из металла, напоминающее внешне вязальную спицу, имеющее особое покрытие-обмазку. Во время сварки металл сердечника начинает расплавляться, а нанесенная на него обмазка оберегает формируемый шов от воздействия кислорода. Кстати, покрытие изделий может быть самым разным.
Схематичное изображение процесса сварки
Таблица. Типы обмазки.
Тип
Описание
Основной
Оптимальные изделия для работы с так называемыми ответственными конструкциями, трубами. Во время выполнения сварочной работы получаются пластичные и прочные соединения, не склонные к окислению. Кристаллизационные трещины возникают на шве редко. Маркировка литерой Б. В составе покрытия — углеродистые соединения магния и кальция, практически отсутствует водород, благодаря чему снижение характеристик свариваемых металлов не происходит. Электроды с такой обмазкой используются только на постоянном токе. Главный недостаток — во время работы формируется много шлака. И еще — перед работами с таким электродом свариваемую поверхность нужно тщательно очистить от масел, ржавчины, окалины и т.д., иначе есть риск получить внутри шва поры, снижающие его прочность.
Рутиловый
Такие электроды легко разжигаются и практически не разбрызгивают металл вокруг себя. Маркируются буквой Р. В основе покрытия — вещество рутил, есть еще кислород и кремний. Этот вариант обмазки имеется на электродах, применяемых в условиях постоянного и переменного тока
Работать важно в условиях умеренной влажности, иначе качество шва сильно ухудшается.
Целлюлозный
Такая обмазка содержит много органики (до 50%). Это органические смолы и сама целлюлоза
Маркировка таких электродов — литера Ц. Во время выполнения работ они выделяют мало шлака, но образуют много газов. Им легко выполнять работы в вертикальной ориентации. Варианты с такой обмазкой используются только на постоянном токе. Минусы — образуется много брызг, а также качество шва при работе со сталью может быть не самое лучшее из-за большого содержания водорода.
Кислый
Такие электроды позволяют получить сварочный шов практически без воздушных каналов, с ними можно варить элементы с окалиной и ржавые детали. В составе — марганец, железо, кремний и ряд других элементов. Маркируются такие электроды литерой А. Это вредный для здоровья сварщика вариант, требующий проводить работы исключительно в хорошо проветриваемом помещении. Также есть еще один минус — риск появления горячих трещин на шве.
Рутиловые электроды
Также все электроды делятся на две основные группы — плавящиеся и неплавящиеся.
- Плавящиеся варианты могут иметь стержень разного диаметра, имеющий обмазку. Именно благодаря последней дуга во время сварки получается оптимальной. Такие электроды обычно и используются для ручного типа сварки.
- Неплавящиеся варианты встречаются сейчас достаточно редко, так как работать ими нужно в особенной среде. Они отличаются сложностью подбора, потому новичкам их использовать не рекомендуется.
Как выбрать электроды для сварки инвертором
Чтобы обеспечить высокий уровень мастерства в процессе сваривания металлов, получить ровный, надежный шов, стоит сконцентрироваться не только на характеристиках инвертора, но и на параметрах сварных стержней.
Электроды для сварки инвертором – это стержни, ведущие электроток непосредственно к локации, где проходит сварочный процесс. Эффективность обеспечивается рядом параметров, которые должны характеризовать электрод. Основные из них:
- Равномерное плавление самого стержня и его покрытия.
- Поддержание физико-механических, химических характеристик материала стержня в период хранения и эксплуатации.
- Невысокая токсичность, минимальное выделение вредных веществ во время сварочного процесса.
Во время сварки от него требуется обеспечить стабильную постоянную дугу горения для получения ровного красивого шва, отсутствие массированного разбрызгивания раскаленных брызг металла, легкое отделение шлака, образовавшегося на поверхности шва.
По целевому использованию электроды делятся на категории.
Стержни применимы для сварки:
- Изделий и поверхностей, изготовленных из углеродистых или низколегированных металлов.
- Деталей из теплоустойчивых материалов, обладающих высокой прочностью и твердостью.
- Компонентов из нержавеющих сталей.
- Изделий из алюминиевых и медных сплавов или из соответствующих чистых материалов.
- Деталей, компонентов из чугуна.
- В условиях небольших ремонтных работ, при необходимости наплавки на уже имеющиеся изделия.
- Поверхностей из неизвестных металлов.
Диаметр
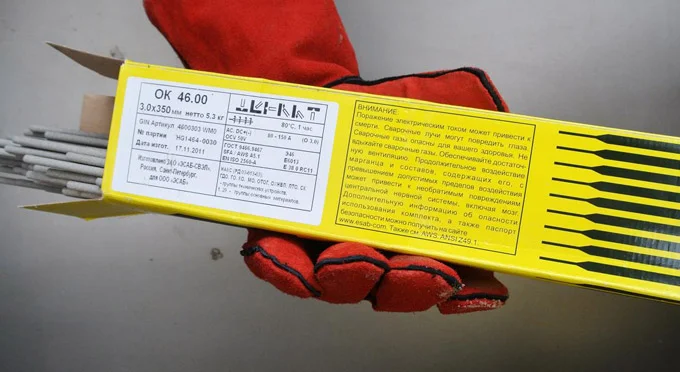
Выбирая сварочные электроды для инверторов важно также учесть их диаметр. Конечно, если вы используете инверторный сварочный аппарат, то нет смысла предъявлять к нему повышенные требования, поэтому можно использовать стержни до 2 мм
Об этом говорят многие сварщики с десятилетним опытом, но они не учитывают, что такие работы можно выполнить лишь с ограниченным количеством деталей. Если вы желаете выполнять различные работы, то диаметр электрода нужно выбирать тщательнее.
Например, какими электродами лучше варить инвертором, если металл большой толщины? Ведь такая деталь требует длительного прокаливания. Можно потратить уйму сил и времени, используя привычный электрод малого диаметра, но мы рекомендуем просто выбрать больший диаметр. Чем толще металл, тем больше диаметр электрода. На то, какие электроды лучше для инвертора, оказывает влияние и специфика вашей работы. Если вам предстоят трассовые работы, то мы рекомендуем выбрать больший диаметр электрода, чтобы облегчить труд и сократить время. В то же время, для сварки профилей вполне достаточно электродов диаметром до 2 мм. С таким диаметром вы сможете сварить даже секционные ворота для автомобиля, не говоря о более простых конструкциях.
Зарубежные производители
Отвечая на вопрос «Какие электроды выбрать для сварки инвертором?» стоит упомянуть зарубежных производителей. На нашем рынке представлено множество брендов, но мы остановимся на европейских. По нашему мнению, именно компании Abicor Binzel, ESAB, Böhler Welding и ELGA являются лучшими.

Какого бы производителя вы не выбрали, их продукцией можно проводить все типы сварочных работ: варить углеродистую сталь, стыки труб, выполнять особо сложные работы с трудносвариваемым металлом, варить чугун, медь и алюминий. Если вы варите на заказ или выполняете работу с повышенной степенью ответственности, то выбирайте зарубежных производителей. Их качество в разы превосходит продукцию российских производителей, поскольку на производстве действует строгий контроль.




Сварка материалов — какие электроды выбрать?
Если у вас запланирована сварка определенных конструкций, то необходимо учесть, что выбор электрода для сварки инвертором будет зависеть от материала, из которого изготовлено соединяемое изделие. По мнению экспертов, наилучшими для сварки считаются следующие изделия:
- для конструкций из нержавейки и высоколегированной стали рекомендуется применять электроды ЦЛ11, изготовленные в соответствии со стандартами 10052-75 и 9466-75;
- для конструкций из углеродистых сталей лучше всего применять стержни, изготовленные в соответствии с ГОСТом 9466–75 и 9467–75 – ОЗС–4, УОНИ–13/45, АНО–21, МР–3С Н11М3ТБ и др.
- для соединения поверхностей из малоуглеродистых сталей наилучшим выбором будут стержни, имеющие альменитовое и рутиловое покрытие.
- наиболее качественную сварку конструкций из разных марок чугуна могут обеспечить стержни, изготовленные в соответствии с ГОСТом 859–78 – ОЗЧ–2.
Приобретая любой из выше рассмотренных стержней для сварки в любой торговой сети, которая располагает эпидемиологическими сертификатами, можно быть уверенным, что создаваемое с их помощью соединение будет отличаться наивысшей прочностью и надежностью. Вместе с тем человеку, который будет осуществлять инверторную сварку, будут обеспечены наиболее безопасные условия работы.
Говоря об инверторе, следует заметить, что возможности этого оборудования позволяют соединять любые поверхности с применением большинства доступных на сегодняшний день электродов. Именно с этим и связан высокий интерес к этому аппарату. При этом в продаже можно встретить такие стержни, с применением которых нельзя добиться требуемого результата сварки и обеспечить шву привлекательный вид. К тому же не все электроды в состоянии гарантировать необходимый уровень безопасности при использовании подобного оборудования. Поэтому при осуществлении инверторной сварки необходимо использовать только рекомендованные для подобных работ электроды.
Марки электродов
Чтобы ответить на вопрос, как выбрать электроды, необходимо разобраться с марками, обозначенными выше.
УОНИ
Основное их назначение – сварка изделий из углеродистых и низколегированных сталей. Как уже говорилось выше, их используют для сборки конструкций, к которым предъявляются повышенные требования. Особенно жесткие требования к сварным швам, которые должны обладать повышенной ударной вязкостью и пластичностью.
Сварка может производиться при низких температурах. Обмазка – основная, ток – постоянный, полярность – обратная. Диаметр стержня: 2-5 мм. Сварочный шов – качественный, высокой плотности. Сваренные этими электродами конструкции прекрасно справляются с перепадами температуры, нагрузками на изгиб и ударами.
МР
В этой категории две позиции.
- МР-3. Используются для соединения углеродистых заготовок, стык которых может выдержать сопротивление (временное) до 490 МПа. Обмазка – рутиловая, ток – переменный или постоянный, полярность – любая. Варить электродом можно в любых положениях с оговоркой. Так при нижнем положении сварка проводится электродами диаметром до 6 мм, в вертикальном положении до 5 мм, в потолочном (верхнем) до 4 мм. С помощью МР-3 можно варить заготовки с ржавым покрытием, загрязненные. С ними сварка проводится с повышенной производительностью.
- МР-3С. Это модель, которая используется для тех же целей, что и предыдущая. Сваренный ею стык может выдержать сопротивление до 450 МПа. Обмазка – рутило-целлюлозная, ток – переменный и постоянный, полярность – любая. Положение сварки – любое. Ими можно варить даже влажные металлы.
Марка расходников МР для начинающих можно назвать, как самые лучшие электроды. Не капризны, легко переносят сам процесс, небольшое разбрызгивание металла, плюс отличный шов.
АНО
Надо отдать должное этой марке, которую все специалисты считают универсальной. Именно АНО сегодня является самым популярным брендом. Если уж выбирать из всех видов, предложенных производителями, то именно этот.
С помощью этих электродов (сварочных для инвертора) можно варить заготовки толщиною до 5 мм в разных положениях, даже в вертикальном сверху вниз. При этом стыковка двух металлов может быть: стыковочной, внахлест, угловой. К чистоте свариваемых кромок не большие требования, можно проводить сварку окисленных поверхностей. Производится ими и корневая сварка толстых заготовок. Обмазка – рутило-целлюлозная. Ток – переменный или постоянный. Полярность – любая.
Есть в модельном ряду данного вида марка АНО-4 с рутил-карбонатной обмазкой, которую используют для сваривания ответственных конструкций.
ОК 63.34
Если появляется необходимость сварить две заготовки из нержавеющей стали, то это можно сделать при помощи инвертора, используя электрод от шведского производителя ESAB. Кстати, этим электродом можно соединять изделия из конструкционной стали.
Шов от такого расходника получается равным с плавным переходом от основного металла. При этом шлак образуется в малых количествах, отбивать его легко. Можно варить любые положения стыков в металлах толщиною 6-8 мм в корневой сварке. Хотя сам электрод был разработан для сваривания тонких изделий из нержавейки. Можно соединять им стыковые соединения и нахлесточные. Используется также для многослойной сварки не только в горизонтальной плоскости, но и в вертикальной.
Угольные и графитовые электроды
Графитовым и угольным электродом варят металлы дугой редко. Такой вид сварки производится в защитных газах с присадочной проволокой или прямым действием. При этом сам электрод не расплавляется, плавится металл, который сваривают. Угольным электродом сварку ведут постоянным током с прямой полярностью.
Важная составляющая сварочного процесса – это плотное прижатие кромок заготовок друг к другу. Это можно сделать прихватками, точечной сваркой или механическими приспособлениями (струбцинами, зажимами и так далее). Кстати, эта технология может быть использована только в нижнем положении.
Виды электродов для инвертора
Качественные материалы для сварки инвертором дают хороший шов, поэтому их выбор важен для работы. Экономить на них не надо, иначе можно получить брак.
Мастера, давно и недавно занимающиеся сваркой инвертором, предпочитают несколько видов стержней для инвертора, зарекомендовавших себя:
- АНО – стержни не надо прокаливать перед работой, они без проблем загораются. Часто эту марку выбирают опытные сварщики и новички.
- МР-3 – самые распространенные. Они подходят для работы даже с поврежденными коррозией деталями.
- МР-3С – используются в работе с трубопроводами, потому что дают самый надежный шов.
- УОНИ 13/55 – вариант для самого крепкого шва. Для новичков они сложноваты, но мастера с ними создают прочные швы. Если шов должен быть аккуратным, но опыта работы мало, стоит выбирать марку МР-3С.
При выборе материала для сварки инвертором важна марка и другие характеристики.
Классификация электродов
Выбор электродов, представленных в магазинах, очень широкий, начиная производителем и заканчивая ценами. Рассмотрим, чем они отличаются.
Электроды делятся на:
- плавящиеся, используемые при дуговой сварке;
- неплавящиеся, подходящие для аргоновой сварки.
Различают электроды по:
- составу покрытия или обмазке;
- материалу свариваемой массы;
- диаметру.
При сварке сердечник начинает плавиться, что сопровождается горением и плавлением обмазки, которая переходит в газообразное состояние. Этот газ не допускает попадание кислорода, а расплавившаяся часть растекается по металлу, дополняя защиту.










Именно поэтому нельзя допускать появление сколов на покрытии. В процессе сварки нарушенная оболочка приведет к неоднородному прогреву, что плохо скажется на качестве шва.
Различают 4 типа обмазки:
- основной;
- кислый;
- рутиловый;
- целлюлозный.
Чаще используются электроды с покрытиями первых двух типов.
Из основных обычно выбирают УОНИ 13/55. Сварные швы получаются высокого качества, отличной ударной вязкости, пластичные и прочные. При монтаже ответственных конструкций с суровыми условиями эксплуатации это оптимальные электроды для инверторной сварки.
Внимание! Если покрытие недостаточно сухое, стыки деталей имеют следы ржавчины, недостаточно обезжирены или есть какие-либо загрязнения, то сварной шов может получиться пористым. Работать следует только при постоянном токе, полярность должна быть обратной
Рассмотрим второй вид обмазки электродов для инверторной сварки рутилового типа. Традиционные МР-3 производителя Ресанта применяют для соединения из низкоуглеродистой стали. Они отличаются устойчивым горением дуги, при этом ток может быть как постоянным, так и переменным. При сварке материал не разбрызгивается, а швы могут быть и горизонтальные, и вертикальные. Шлак легко отделяется. Ржавчина и грязь не являются помехой при сварке и на качество шва не влияют.
Зарубежные производители
Отвечая на вопрос «Какие электроды выбрать для сварки инвертором?» стоит упомянуть зарубежных производителей. На нашем рынке представлено множество брендов, но мы остановимся на европейских. По нашему мнению, именно компании Abicor Binzel, ESAB, Böhler Welding и ELGA являются лучшими.
Какого бы производителя вы не выбрали, их продукцией можно проводить все типы сварочных работ: варить углеродистую сталь, стыки труб, выполнять особо сложные работы с трудносвариваемым металлом, варить чугун, медь и алюминий. Если вы варите на заказ или выполняете работу с повышенной степенью ответственности, то выбирайте зарубежных производителей. Их качество в разы превосходит продукцию российских производителей, поскольку на производстве действует строгий контроль.
Преимущества
Особое покрытие стержней обеспечивает большое количество преимуществ использования этого вида электродов.
- Возможность перекрытия швов вне зависимости от их размеров.
- Легкое отделение шлаковой корки.
- Легкость повторного разжигания дуги.
- Возможность сваривать длинной дугой.
- Возможность осуществлять сварку по влажным кромкам, а также со следами ржавчины, без осуществления предварительного их очищения.
- Возможность соединения деталей с гальваническим покрытием.
- Отсутствие выделения вредных веществ во время сварочного процесса.
- Большое значение коэффициента наплавки.
- Возможность сваривания изделий, имеющих большую толщину.
- Небольшое количество пор в образующемся шве.
- Экономичность расхода электродов.
- Возможность выполнения коротких швов — прихваток.
- Небольшое разбрызгивание металла во время сварки.
- Высокая эффективность работы с электродами данного типа.
- Хороший внешний вид получаемого шва.
К небольшому недостатку можно отнести то, что вследствие наличия кремния в обмазке шов получается недостаточно пластичным. Невысокой является и его ударная вязкость.
Указанные достоинства расширяют сферу применения данного вида электродов. Они могут использоваться для соединения обычного вида конструкций. Особого предварительного обучения не требуется, поэтому такие электроды могут применяться начинающими сварщиками.
Рекомендации при выборе
Существенной разницы в выборе электродов для инвертора и трансформаторного типа сварки нет
В первую очередь, чтобы выбрать для сварки лучший электрод, следует обращать внимание на коэффициент наплавки, упаковку (обязательно удостоверьтесь в оригинальности), хранение, расход, а также проверить сертификат качества и лицензию производителя
Коэффициент наплавки определяется соотношением содержания в стержне полезного (чистого) металла. Популярные марки не всегда могут похвастаться высокими показателями. При нарушении транспортировки, срока и места хранения стержней, портится качество материала.
Расходные материалы марки ОЗС-12
Расходные материалы марки ОЗС 12 используются на инверторах, работающих на постоянном и переменном токе прямой полярности.
Этот тип расходников используется при создании ответственных конструкций, состоящих из низкоуглеродистых сталей. Работы эти материалы позволяют вести в любом пространственном положении, кроме вертикального, сверху вниз. Этот тип расходных материалов используется сварочными аппаратами, работающими на постоянном и переменном токе, имеющим прямую полярность.
ОЗС-12 используют при ведении сварных операций на металлических конструкциях, состоящих из листового и профильного металла. ОЗС-12 используется при изготовлении строительных конструкций, емкостей, корпусов кораблей и корабельных механизмов, трубопроводов и металлоконструкций различных кранов. Преимуществами расходника марки ОЗС-12 является:
- возможность получения плоского и вогнутого шва;
- легкость проведения сварочных работ и повторного зажигания электродуги;
- получение качественного шва;
- легкое отделение шлаков в процессе сваривания;
- возможность осуществления работы удлиненной дугой.
Покрытие расходник имеет рутиловое. Перед использованием рекомендуется электроды ОЗС-12 прокалить при температуре 200 градусов Цельсия в течение 30 минут.
Устройство сварочного аппарата для сварки тонкого металла
Это непростое оборудование. Оно работает со множеством частот и величин. Для того чтобы разжечь дугу, происходит два преобразования – из переменного в 220 В в постоянный, а затем в высокочастотный.









На этой схеме видно, как преобразуется электрический импульс. Ниже представлены следующие этапы прохождения волны через мост, конденсаторный фильтр, сам инвертор, высокочастотный трансформатор, высокочастотный переходник и к сварочной дуге.
На изображении ниже посмотрим, какие основные элементы есть на внешней части устройства. Здесь представлены и все индикаторы, и рукояти для регулировки режима, и разъемы. Это классический вид изделия, которое подходит для работы с тонколистовой сталью.
сварка полуавтоматом. При таком аппарате применяется в качестве электрика проволока того же материала, что и основание. Она может быть тончайшей.
Важные особенности металла
Алюминий был впервые получен в 1825 г., а спустя 30 лет была разработана первая технология промышленного производства и очистки металла. До начала XX столетия себестоимость материала была сопоставима с золотом, но впоследствии цена упала из-за внедрения методики электролиза.
Алюминий широко используется для изготовления различных конструкций, отличается небольшим удельным весом, легко поддается штамповке, не формирует ядовитых или канцерогенных соединений и является устойчивым к коррозионным процессам при нормальных условиях эксплуатации.
Химические свойства
В естественных условиях на поверхности металла находится оксидный слой, устойчивый к воздействию чистого кислорода, азотной и серной кислот. При повышении температуры азотная кислота разрушает пленку, аналогичное воздействие оказывает концентрированная соляная и разбавленная водой серная кислота.

При сварке азотная кислота разрушает металл.
Ингибиторами образования пленки являются олово или галлий, которые вводят в состав сплава.
Физические свойства
Основные свойства материала:
- Металл имеет серебристо-белый цвет, удельный вес составляет 2,712 г/см³ (в 3 раза ниже, чем у углеродистых сталей).
- Температура перехода в жидкую фазу находится в диапазоне +658…660°С (зависит от степени очистки от примесей), расплав начинает кипеть при +2519°С.
- Материал образует сплавы с другими металлами, которые отличаются повышенными механическими характеристиками. Например, введение кремния позволяет получить силумин, используемый для литья деталей, а соединение с магнием (дюралюминий) применяется в автомобильной и авиационной промышленностях.
- Алюминий отличается повышенной электропроводностью (на уровне 65% по сравнению с очищенной медью), а также хорошо пропускает тепло, что позволяет применять металл при производстве радиаторов. Отполированные пластины обладают повышенной отражающей способностью.
Рейтинг электродов
Нужный шов можно получить при применении наиболее подходящих электродов. Рейтинг подобных изделий выглядит следующим образом:
- АНО — вариант исполнения, который характеризуется легким воспламенением. Изделие этой марки перед применением не следует дополнительно прокалывать. Применять электроды АНО могут начинающие сварщики и профессионалы. Подходят они для резки при подаче постоянного тока с высоким показателем напряжения. Подробнее об электродах АНО-21 можно прочитать здесь.
- МР-3 — универсальное предложение, которое может применяться для соединения изделий из различных сплавов. Сварка может проводиться даже в том случае, если соединяемые поверхности имеют загрязнения самого различного типа.
- МР-3С — электроды этой марки выбираются в том случае, если к получаемому шву предъявляются высокие требования. Стабильность образующейся дуги обеспечивается при применении специальной обмазки.
- УОНИ 13/55 — вариант исполнения, применяемый при монтаже различных ответственных конструкций. Стоит учитывать, что с подобными электродами новичку работать достаточно сложно. Рекомендуется выбирать этот расходный материал в том случае, когда сварщик обладает определенным опытом и высокой квалификацией.
Необходимые электроды для инвертора (как выбрать наиболее подходящий вариант исполнения, многие знают из личного опыта) производят отечественные и зарубежные производители. Как правило, предложение отечественных производителей обходится намного дешевле, чем зарубежных. При этом качество изготовления довольно высокое.