
Профиль и размеры конической дюймовой резьбы с углом профиля 60 градусов
Данная таблица показывает какие могут быть отклонения по уклону и по шагу профиля.
Видео: нарезание трубной конической резьбы.
Что касается дополнительных креплений, то зачастую используют шплинты в качестве соединительных деталей, поскольку трубопроводы могут подвергаться вибрации как постоянной, так и периодической.
Все дело в том, что данный тип соединения имеет свойство раскручиваться, то во избежание этого используются шплинты для таких соединений. Особенно это касается мест прокладывания трубопроводов под магистралями, где имеется постоянное движение автотранспорта, что создает вибрации.
Резьба представляет собой винтовую канавку определенного профиля, прорезанную на цилиндрической или конической поверхностях. На токарных станках ее выполняют посредством двух равномерных движений — вращения заготовки и поступательного перемещения режущего инструмента вдоль ее оси. Применяемые резьбы можно разделить на ряд групп: 1) по расположению — на наружные и внутренние; 2) по назначению — на крепежные и ходовые; 3) по форме исходной поверхности — на цилиндрические и конические; 4) по направлению — на правые и левые; 5) по форме профиля — на треугольные, прямоугольные, трапецеидальные, круглые; 6) по числу заходов — на одно и многозаходные. Крепежные резьбы чаще всего имеют треугольный профиль. Они используются для соединения различных деталей.- Ходовые резьбы служат для преобразования вращательного движения в поступательное. К ним относятся резьбы с трапецеидальным и реже прямоугольным профилем. Конические резьбы обеспечивают высокую герметичность соединения и поэтому применяются в местах, находящихся под повышенным давлением жидкостей и газов. У правых резьб винтовая канавка имеет направление по ходу часовой стрелки (если смотреть с торца детали), у левых — наоборот. Однозаходными называются резьбы, имеющие одну винтовую канавку. В многозаходных резьбах выполнено несколько параллельных винтовых канавок, равномерно расположенных по окружности. Число заходов резьбы можно определить по количеству начал винтовых канавок на торце детали.
Область применения и инструменты.
Круглые плашки применяются для нарезания наружных резьб треугольного профиля на деталях, к которым не предъявляют высоких требований соосности резьбы с другими поверхностями. Пределы выполняемых резьб ограничиваются механическими свойствами обрабатываемого металла. Так, например, на токарных станках» круглыми плашками нарезают резьбы на стальных деталях с шагом примерно до 2 мм. Для более мягких цветных металлов этот предел может быть увеличен. Резьбы с крупным шагом предварительно прорезают резцом, а затем калибруют плашками. Круглые плашки (рис. 118, а) по внешнему виду напоминают гайку, в которой для создания режущих кромок просверлены стружечные отверстия (от 3 до 8 в зависимости от размера). Рабочая часть плашки для цилиндрических резьб состоит из трех участков: двух крайних — режущих и среднего — калибрующего. Режущие части плашки конические с углом конуса 2ф = 50-60°. Калибрующая часть цилиндрическая, Она придает резьбе окончательные размеры и обеспечивает направление плашке в процессе резания. Геометрическая форма зуба плашки создается передним углом у который выполняют заточкой в пределах 15-20° (для плашек централизованного изготовления). При резании твердых металлов его рекомендуется уменьшать до 10-12°, а для мягких — увеличивать4 до 20-25°. Задний угол а выполняют затылованием только на режущих частях в пределах 6-8°. Для крепления в плашкодержателе или резьбонарезном патроне на наружной поверхности плашки предусмотрены конические углубления и угловой паз. Угловой паз плашки позволяет при необходимости Разрезать плашку шлифовальным кругом по перемычке (рис. 118, б) и регулировать ее диаметр в пределах 0,1- 0,3 мм. Круглые плашки общего назначения изготавливаются для следующих резьб: метрических с крупным шагом Ml — М68; метрических с мелкими шагами М1Х0,2 — М135Х6; дюймовых 1/4-2″; трубных 1/8-1l/2″. Плашки должны обеспечить нарезание резьб 2-го класса точности. Плашки для конических резьб более широкие и имеют только одну режущую часть со стороны большего диаметра. Особенность работы плашек состоит в том, что в процессе прорезания винтовой канавки участвует не только режущая, но и калибрующая часть.
Такие плашки изготавливаются для резьб от 1/16″ до 2″. Плашки выполняются из легированной стали 9ХС или быстрорежущих сталей Р9 и Р18. На плашках маркируются обозначение резьбы, класс точности (только 3-й), марка стали (9ХС не указывается), буква Л для левых резьб.
Диаметры сверл под трапецеидальную резьбу
| Трапецеидальная резьба Tr | |||
| Метчик | Диаметр сверла, мм | Метчик | Диаметр сверла, мм |
| Tr 8х1,5 | 6,6 | Tr 14х3 | 11,25 |
| Tr 10х1,5 | 8,6 | Tr 14х4 | 10,25 |
| Tr 10х2 | 8,2 | Tr 16х4 | 12,25 |
| Tr 10х3 | 7,5 | Tr 18х4 | 14,25 |
| Tr 12х2 | 10,2 | Tr 20х4 | 16,25 |
| Tr 12х3 | 9,25 | Tr 22х3 | 19,25 |
| Tr 14х2 | 12,2 | Tr 22х5 | 17,25 |
Мы привели основные таблицы, которые помогут быстро подобрать правильное сверло под метчик. Еще больше информации, в том числе по допускам с учетом обрабатываемых материалов, вы найдете в соответствующих стандартах:
- ГОСТ 19257-73 «Отверстия под нарезание метрической резьбы»;
- ГОСТ 21348-75 «Отверстия под нарезание трубной цилиндрической резьбы»;
- ГОСТ 18844-73 «Метчики бесстружечные».
Дедовский способ: как подобрать сверло под метчик
Доброго дня, дорогие читатели!
Не знаю, приходилось ли вам сталкиваться с таким инструментом, как метчик. Но, если работаете с крепежом, то рано или поздно вы столкнетесь с этим. Даже если вы не строитель, вы можете ощутить полезность этого инструмента.
Итак, спросим у Википедии: что такое метчик?
То есть, удобство в том, что можно просверлить отверстие в металле и нарезать там резьбу, чтобы потом можно было вкручивать резьбовой крепеж.
Однако, хоть метчики и прочные, но они не предназначены для того, чтобы делать отверстие. Поэтому сначала необходимо проделать отверстие
И тут сложность состоит в том, чтоважно не ошибиться в диаметре сверла
Сделаете отверстие больше — резьба получится маленькая и быстро скосится (или вообще не будет места для резьбы), сделаете меньше — запорите метчик. И это еще не все. Шаг резьбы на метчиках бывает разный, соответственнопод каждый шаг будет свой диаметр сверла .
Постоянно носить с собой таблицу, в которой указаны нужные диаметры сверл, тоже не всегда удобно. Поэтому предлагаю вам дедовский способ как подобрать сверло под метчик
Для больше понятливости разберем сразу на примере:
- Вот вы приобрели болты с основным метрическим шагом М8 . Шаг у них:1,25 .
- Теперь необходимо взять метчик 8*1,25 .
- Отнимает второе значение от первого : 8-1,25. Получается6,75 .
- Но сверла на 6,75 не бывает, поэтому округляем полмиллиметрав большую сторону . Получается6,8 .
- Выходит, что чтобы успешно нарезать резьбу под 8*1,25 , необходимо использоватьсясверло 6,8 мм .
Все донельзя просто!
Технология и приемы нарезания резьбы вручную
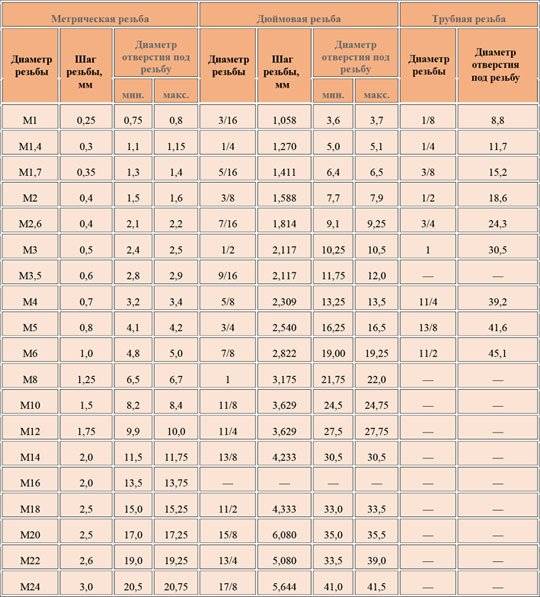
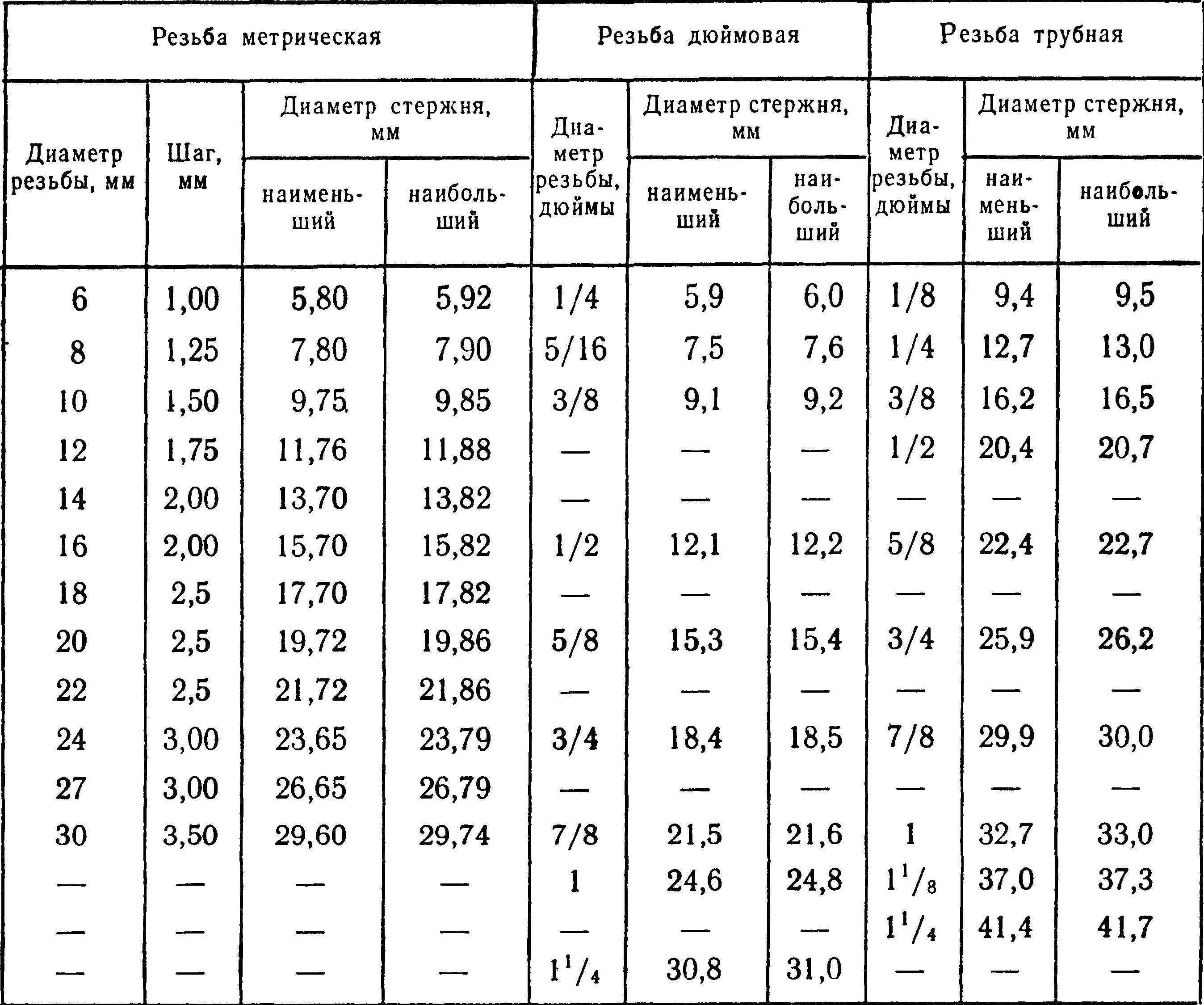
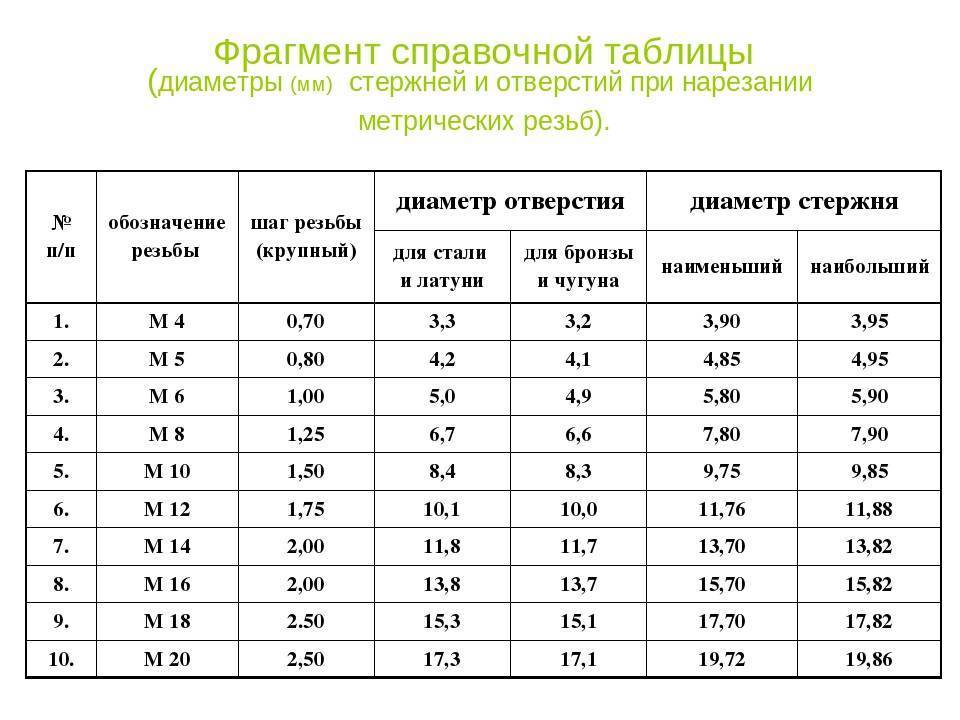
При нарезании резьбы метчиками и плашками часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы на детали. С учетом этого диаметры отверстий и стержней под резьбу должны изготовляться не по номинальному размеру резьбы, а несколько ниже его. Для метрической резьбы диаметром 6–10 мм эта разница составляет 0,1–0,2 мм; диаметром 11–18 мм – 0,12–0,24 мм; диаметром 20–30 мм – 0,14–0,28 мм.
Диаметры отверстий под наиболее распространенные размеры метрической резьбы приведены в табл. 1.
Для образования захода резьбы на торце детали необходимо снять фаску, соответственно высоте профиля резьбы.
Таблица 1. Диаметры отверстий под нарезание метрической резьбы
| Материал | Диаметр метрической резьбы, мм | |||||||
| 5 | 6 | 8 | 10 | 12 | 16 | 20 | 24 | |
| Сталь и латунь | 4,2 | 5,0 | 6,7 | 8,4 | 10,1 | 13,8 | 17,3 | 20,7 |
| Чугун и бронза | 4,1 | 4,9 | 6,6 | 8,3 | 10,0 | 13,7 | 17,1 | 20,5 |
Смазанный смазкой метчик вставляют в просверленное отверстие и, слегка прижимая его к детали левой рукой, осторожно поворачивают вороток правой рукой до тех пор, пока метчик не захватит металл и его положение в отверстии не станет устойчивым. После этого вороток берут двумя руками и вращают с перехватом рук через каждые полоборота (рис
10, а).
Рис. 10. Движения при нарезании резьбы: а — метчиком, б — плашкой, в — клуппом
После одного-полутора оборотов метчик, покачивая в горизонтальной плоскости, вращают в обратную сторону примерно на четверть или пол-оборота. Это необходимо для того, чтобы стружка сломалась и по канавкам метчика удалилась из отверстия, не заклинив метчик. Закончив нарезание, пропускают его насквозь или вращением воротка в обратную сторону вывертывают метчик из отверстия.
Второй и третий метчики смазывают маслом и вводят в отверстие без воротка; только после того, как метчик правильно установится по резьбе, накладывают вороток и продолжают нарезание резьбы.
Таким же образом следует вести нарезание резьбы плашками. Здесь, однако, кроме круговых движений по стрелке а (рис. 10, б), воротку следует сообщать также некоторый нажим вниз по стрелке в. В процессе нарезания необходимо следить, чтобы давление на обе ручки было одинаковым.
На первом этапе нарезания резьбы следует следить за правильным положением метчика и плашки по отношению к осям отверстия и стержня. Непараллельность осей и неперпендикулярность их к торцу детали контролируются угольником и устраняются изменением положения инструмента.
Нарезать резьбу в мелких и глухих отверстиях небольшого диаметра нужно особенно осторожно, не перегружая метчик и часто очищая его от стружки. При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза)
При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза).
Если необходимости получить точные и чистые резьбы на стержнях, то их нарезание следует выполнять черновой и чистовой плашками.
Если нарезание резьбы выполняется клуппами с раздвижными плашками, то их сжатие (подачу) следует производить только в начале прохода. После каждого прохода по всей длине нарезаемого стержня клупп сгоняют в обратную сторону и затем вновь поджимают плашки винтом и вновь прорезают резьбу по всей длине нарезаемого стержня до получения нужного диаметра резьбы. Поджимать плашки на середине стержня не следует. Раздвижными плашками резьбу нарезают за несколько проходов.
Для нарезания трубной резьбы клуппом трубу необходимо надежно закрепить в специальном зажиме для труб (рис. 10, в).
Нарезаемый конец трубы смазывают маслом (олифой), а затем на длине не более 2–3 ниток устанавливают клупп, сближая плашки с таким расчетом, чтобы резьба была нарезана на полную глубину в 2–3 прохода. Для диаметров до 1» ограничиваются двумя проходами; при диаметре свыше 1 » хорошую резьбу можно получить только за 3–4 прохода. Перед каждым повторным проходом поверхность нарезаемой резьбы и резьбу плашек необходимо тщательно очищать кистью от стружки и вновь смазывать маслом.
Вращение клуппа вокруг трубы обычно производят качательным движением в четыре приема; за каждый прием нужно повернуть клупп на 1/4 оборота.
Резьбу диаметром до 1½» нарезает один слесарь; при больших диаметрах резьбы работают вдвоем. При спаренной работе полный оборот клуппа также нужно делать в четыре приема.
Просмотров: 13 647
Комбинированный инструмент
Кроме обычных метчиков и сверл на практике применяют особые комбинации. С их помощью досверливается отверстие до нужного размера. Этот же прибор нарезает резьбу. Для легких сплавов, а также низкоуглеродистой стали подобные устройства применяют не только мастера в собственных мастерских. Их используют на крупных предприятиях, где приходится изготавливать разные изделия серийно.
Комбинированный метчик-сверло
Подобный инструмент применяют, когда требуется незначительно увеличить диаметр в заготовках. Подобные операции часто приходится выполнять при работе с отливками. Там уже имеются отверстия, получаемые за счет стержневых смесей. Но они часто не обладают требуемой формой и размерами. Применив метчик-сверло, выполнят сразу две операции.
Широкое применение на производстве и в домашнем хозяйстве электрических шуруповертов привело к созданию специальных сверл-метчиков и для этого удобного инструмента. Можно приобрести целые наборы.
Сверло-метчик для шуруповерта
Производители пишут, что подобные изделия лучше применять для пластиков и алюминиевых сплавов. На самом деле при наличии смазки подобные инструменты неплохо справляются с конструкционными сталями с невысоким содержанием углерода.
На большинстве крупных предприятий процедура нарезания резьб максимально механизирована. Используют специальные машинные метчики. Их отличает длинный хвостовик, а также наличие не только гребенок врезания. Тут присутствует и калибрующая часть.
Видео: как подобрать сверло под нарезку резьбы метчиком?
Обработка отверстий конической формы
При помощи технологической операции развертывания могут обрабатываться и конические отверстия, которые до этого имели цилиндрическую форму или были просверлены с уступами, для чего использовались сверла разного диаметра. Выполнение предварительного отверстия с уступами в таких случаях позволяет оставлять меньший припуск для дальнейшего развертывания.
Осуществление развертывания конических отверстий практически ничем не отличается от технологической схемы обработки отверстий цилиндрической формы. Для выполнения такой технологической операции, как правило, используется черновой, промежуточный и чистовой инструмент.
Последовательность обработки конических отверстий
Для проверки результатов такого развертывания используют специальный конусный калибр. При этом проверка выполняется как по плоскости соприкосновения поверхностей сформированного отверстия и калибра, так и по глубине прохода контрольного инструмента.
Калибр конусный центровых отверстий (ККЦО)
Выполнение такой проверки проводят по следующей схеме.
- На боковую поверхность конусного калибра вдоль его оси наносят несколько карандашных линий (обычно 3–4), располагая их на приблизительно одинаковом расстоянии друг от друга.
- Используя небольшой нажим, калибр вставляют в конусное отверстие в детали.
- Затем калибр проворачивают на 1/3 оборота.
- Вынув калибр, контролируют состояние нанесенных на его поверхность карандашных линий.
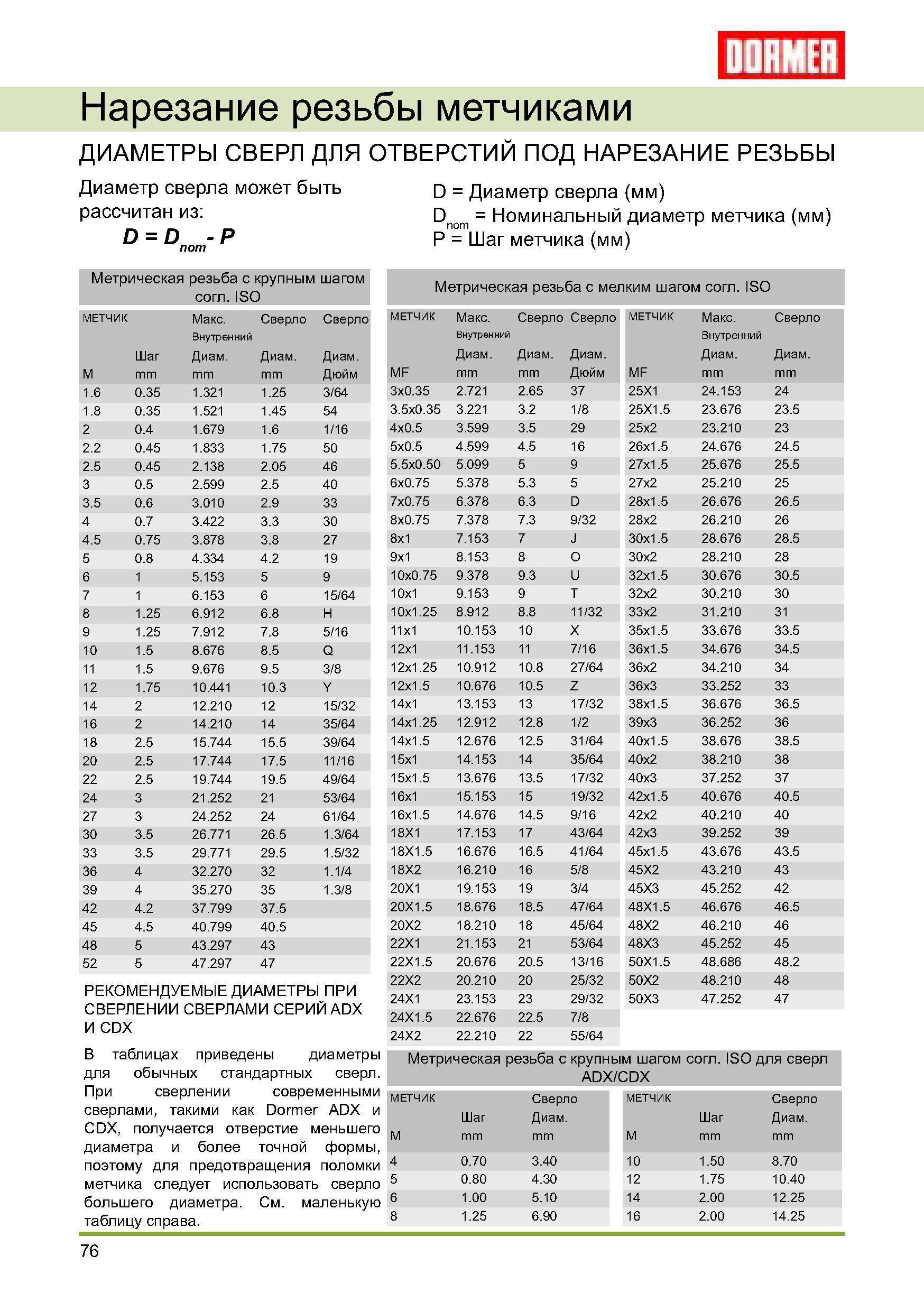
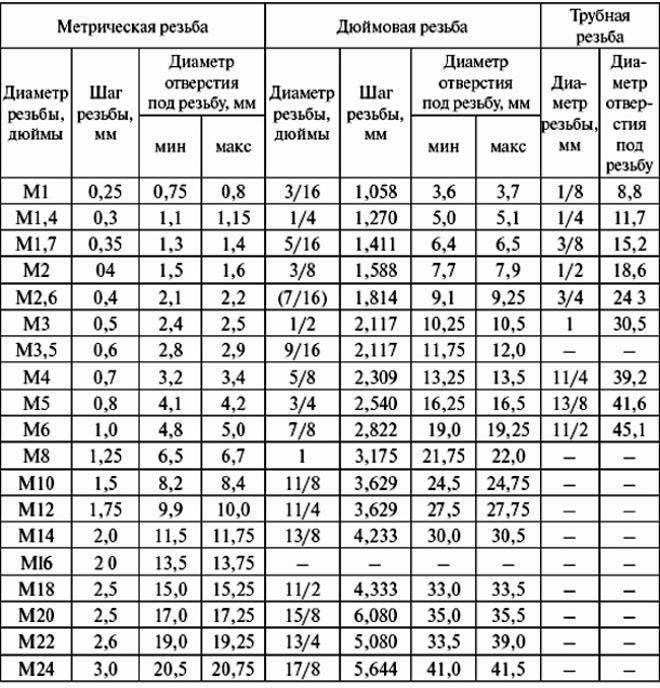
Метрическая резьба
Ей характерен особый профиль, внешне напоминающий форму треугольника, угол – 60о. Все замеры при определении параметров резьбы и отверстий под нее проводят в миллиметрах
На это рекомендовано обратить внимание!
В заводских условиях при создании резьбы по такой технологии наносят специальную маркировку, производящуюся для больших шагов с использованием цифрового и буквенного обозначения. В таком варианте оформления цифра означает наружный размер отверстия под резьбу, то есть – диаметр.
Изучая любой из чертежей, можно встретить такого рода обозначение – «М4», «М6» и т.д. Иногда обозначение приходится оформлять с нетиповым шагом, тогда в описание дополнительно вводится цифровой маркер, означающий размер шага, к примеру «М8х0,8».
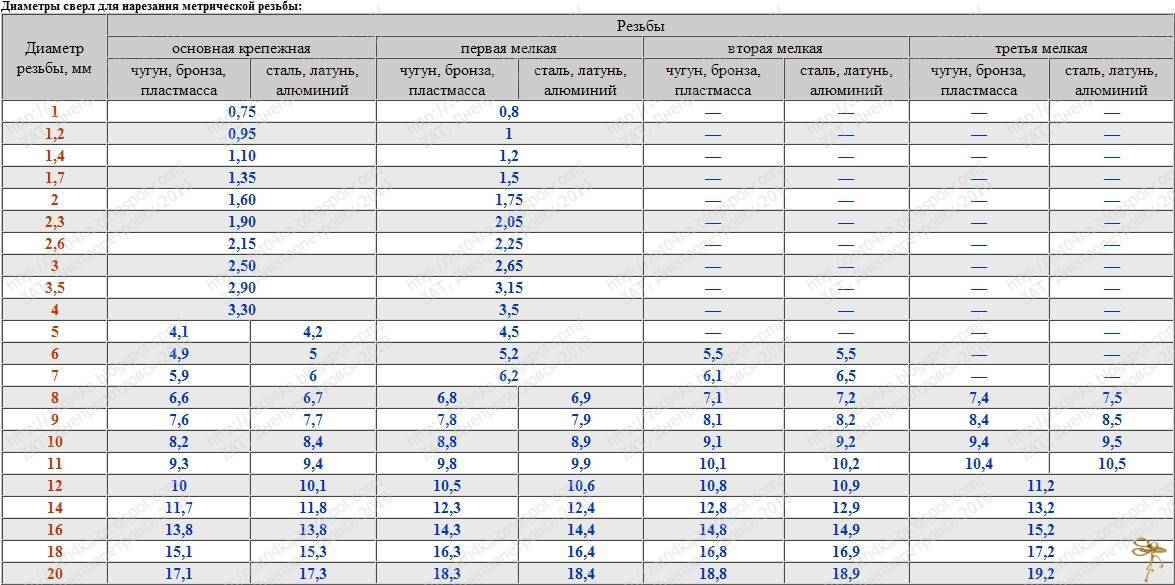
На основе данных таблиц сформирован некий перечень формата «резьба – размер сверла», часто использующийся мастерами на практике:
- М5 – 0,42 см;
- М4 – 0,33 см;
- М8 – 0,67 см;
- М12 – 0,96 см.
Выберите город
А
Абакан
Адлер
Азов
Александров
Алексин
Альметьевск
Анапа
Ангарск
Анжеро-Судженск
Апатиты
Арзамас
Армавир
Арсеньев
Артем
Архангельск
Асбест
Астрахань
Ачинск
Б
Балаково
Балахна
Балашиха
Балашов
Барнаул
Батайск
Белгород
Белово
Белогорск
Белорецк
Белореченск
Бердск
Березники
Берёзовский
Бийск
Благовещенск
Бор
Борисоглебск
Братск
Брянск
Бугульма
Будённовск
Бузулук
В
Великие Луки
Великий Новгород
Верхняя Пышма
Видное
Владивосток
Владикавказ
Владимир
Волгоград
Волгодонск
Волжск
Волжский
Вологда
Вольск
Воркута
Воронеж
Воскресенск
Воткинск
Всеволожск
Выборг
Выкса
Вязьма
Г
Гатчина
Геленджик
Георгиевск
Глазов
Гойты
Горно-Алтайск
Грозный
Губкин
Гудермес
Гусь-Хрустальный
Д
Дзержинск
Димитровград
Дмитров
Долгопрудный
Домодедово
Донской
Дубна
Е
Евпатория
Егорьевск
Ейск
Екатеринбург
Елабуга
Елец
Ессентуки
Ж
Железногорск
Жигулёвск
Жуковский
З
Заречный
Заринск
Зеленодольск
Златоуст
И
Иваново
Ивантеевка
Ижевск
Иркутск
Искитим
Ишим
Ишимбай
Й
Йошкар-Ола
К
Казань
Калининград
Калуга
Каменск-Уральский
Каменск-Шахтинский
Камышин
Канск
Кемерово
Керчь
Кимры
Кинешма
Киров
Кирово-Чепецк
Кисловодск
Клин
Клинцы
Ковров
Когалым
Коломна
Комсомольск-на-Амуре
Копейск
Королёв
Кострома
Краснодар
Краснокамск
Краснотурьинск
Красноярск
Кропоткин
Крымск
Кстово
Кузнецк
Кумертау
Кунгур
Курган
Курск
Л
Лабинск
Лениногорск
Ленинск-Кузнецкий
Липецк
Лиски
Лобня
Лысьва
Лыткарино
Люберцы
М
Магнитогорск
Майкоп
Махачкала
Междуреченск
Мелеуз
Миасс
Минеральные Воды
Минусинск
Михайловка
Мичуринск
Москва
Мурманск
Муром
Мытищи
Н
Набережные Челны
Назарово
Назрань
Нальчик
Наро-Фоминск
Находка
Невинномысск
Нерюнгри
Нефтекамск
Нефтеюганск
Нижневартовск
Нижнекамск
Нижнеудинск
Нижний Новгород
Нижний Тагил
Новоалтайск
Новокузнецк
Новокуйбышевск
Новомосковск
Новороссийск
Новосибирск
Новотроицк
Новоуральск
Новочебоксарск
Новочеркасск
Новошахтинск
Новый Уренгой
Ногинск
Норильск
Ноябрьск
Нягань
О
Обнинск
Одинцово
Озерск
Октябрьский
Омск
Орел
Оренбург
Орехово-Зуево
Орск
П
Павлово
Павловский Посад
Пенза
Первоуральск
Пермь
Петрозаводск
Петропавловск-Камчатский
Подольск
Полевской
Прокопьевск
Псков
Пушкино
Пятигорск
Р
Раменское
Ревда
Реутов
Ржев
Ростов-на-Дону
Рубцовск
Рыбинск
Рязань
С
Салават
Салехард
Самара
Санкт-Петербург
Саранск
Сарапул
Саратов
Саров
Севастополь
Северодвинск
Северск
Сергиев Посад
Серов
Серпухов
Сертолово
Сибай
Симферополь
Славянск-на-Кубани
Смоленск
Соликамск
Солнечногорск
Сосновый Бор
Сочи
Ставрополь
Старый Оскол
Стерлитамак
Ступино
Сургут
Сызрань
Сыктывкар
Т
Таганрог
Тайшет
Тамбов
Тверь
Тимашевск
Тихорецк
Тобольск
Тольятти
Томск
Троицк
Туапсе
Туймазы
Тула
Тулун
Тюмень
У
Узловая
Улан-Удэ
Ульяновск
Усолье-Сибирское
Уссурийск
Усть-Илимск
Усть-Кут
Уфа
Ухта
Ф
Феодосия
Фрязино
Х
Хабаровск
Ханты-Мансийск
Химки
Ч
Чайковский
Чапаевск
Чебоксары
Челябинск
Черемхово
Череповец
Черкесск
Черногорск
Чехов
Чистополь
Чита
Ш
Шадринск
Шахты
Шуя
Щ
Щёлково
Э
Электросталь
Элиста
Энгельс
Ю
Южно-Сахалинск
Юрга
Я
Якутск
Ялта
Ярославль
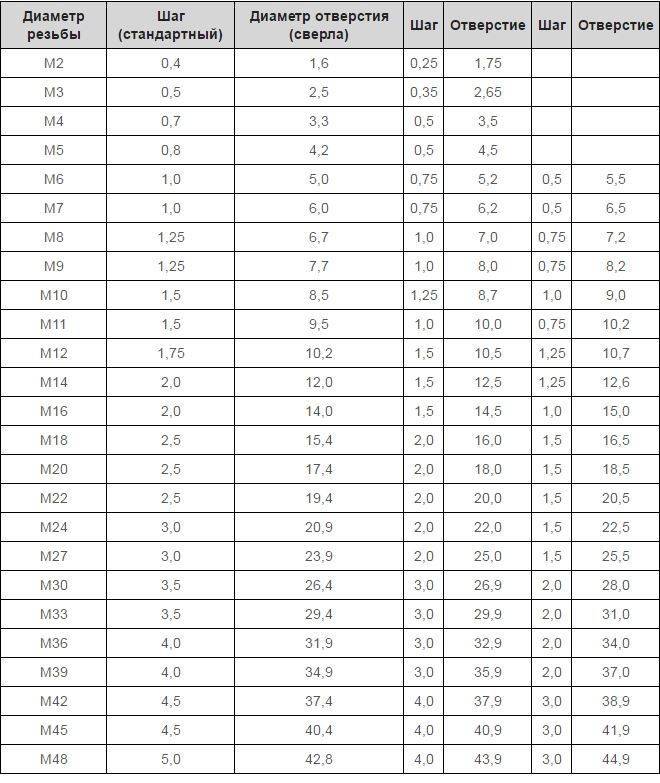
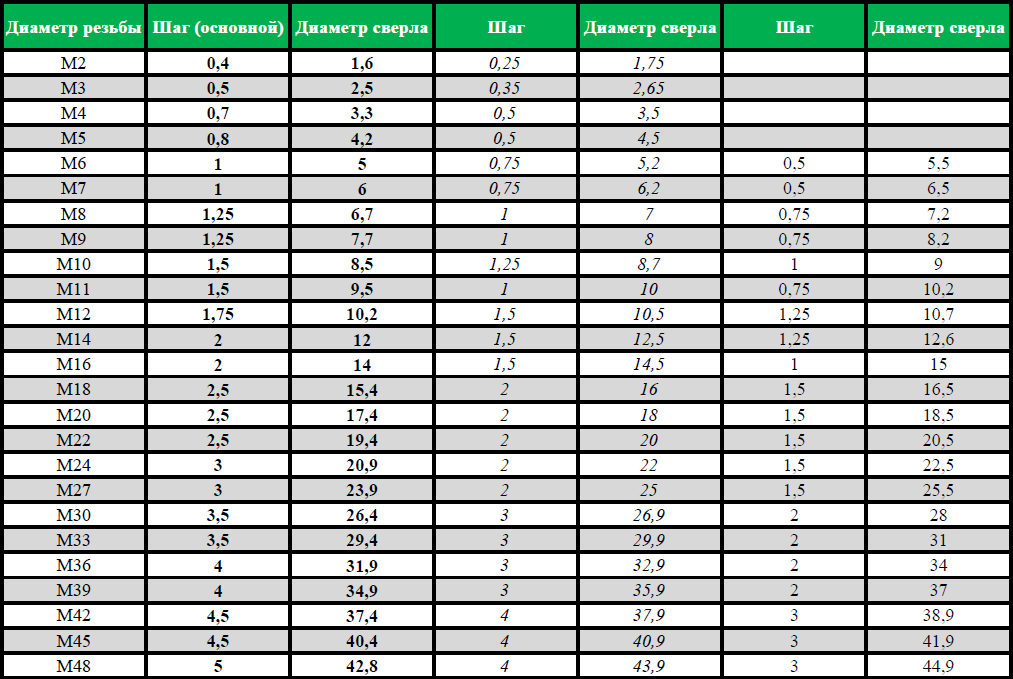
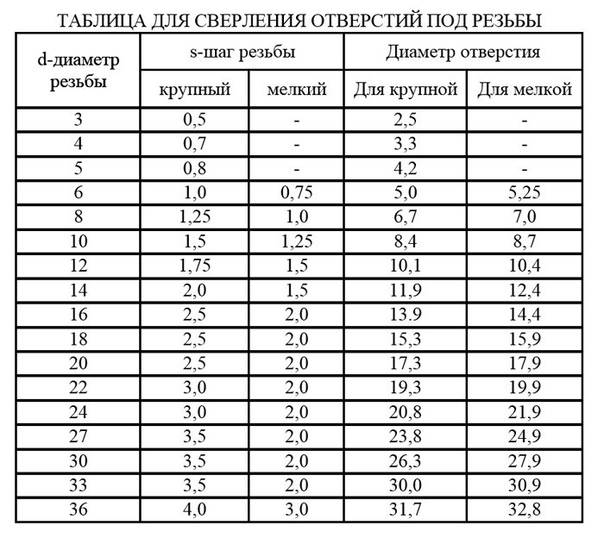
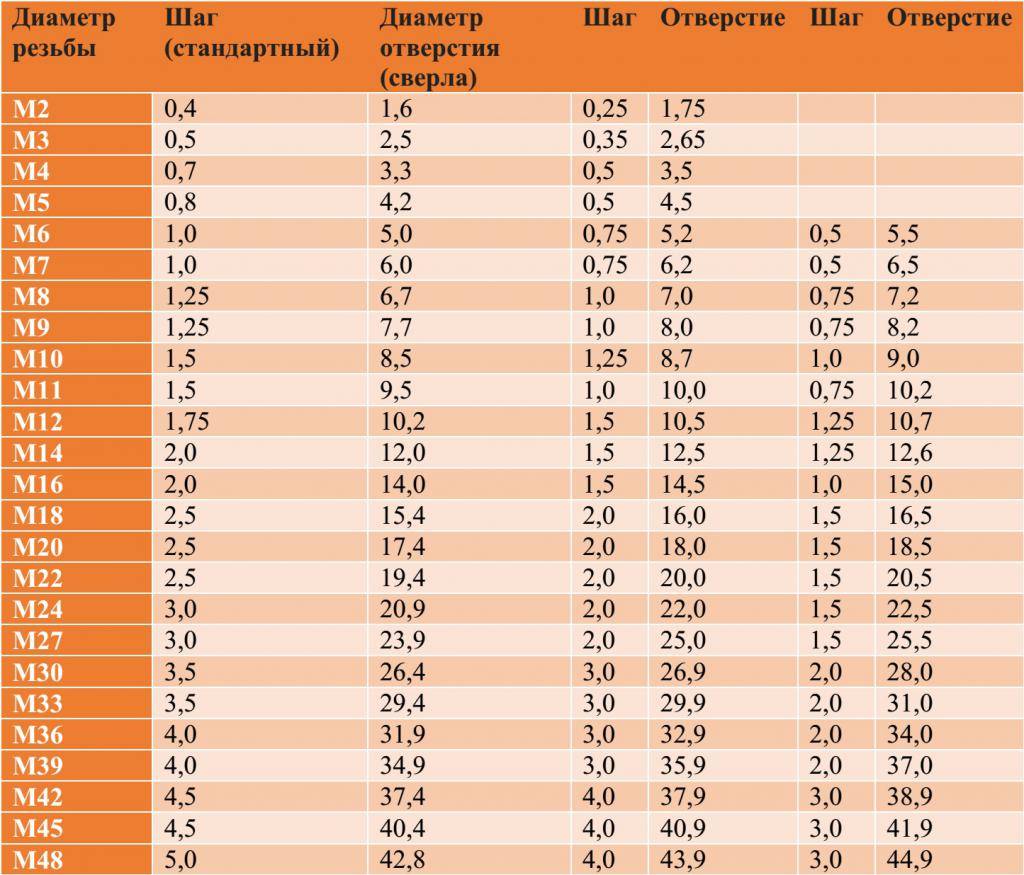
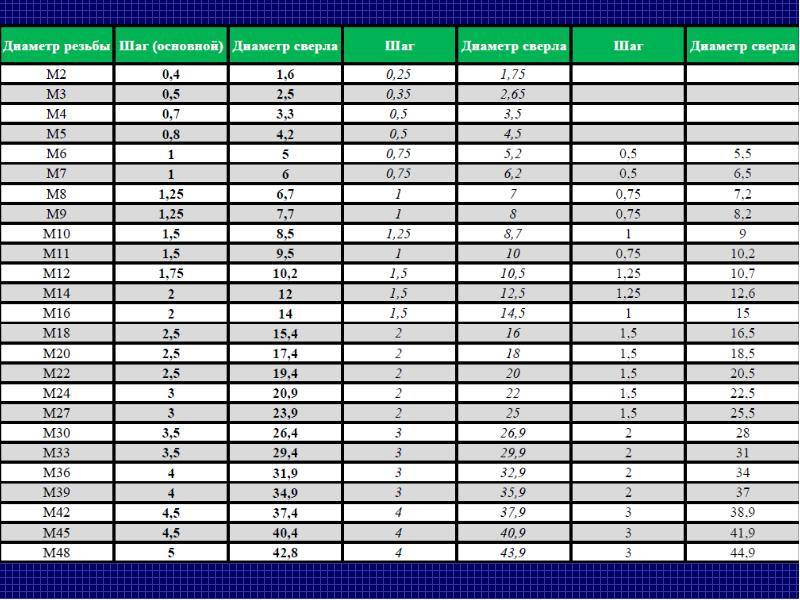
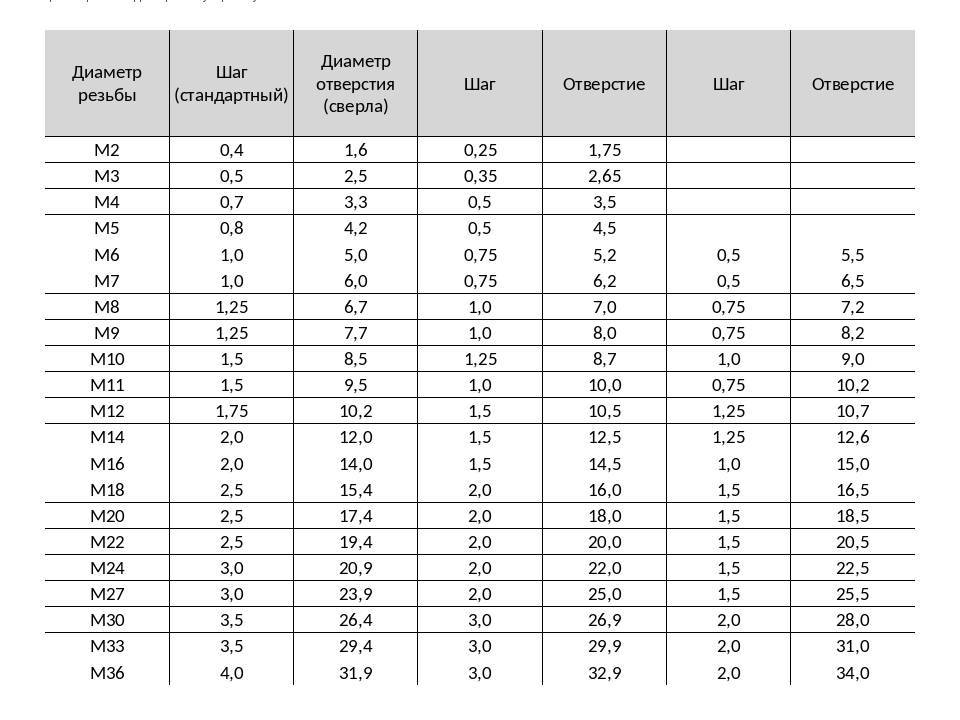
Диаметры сверл под метрическую (M) резьбу
вернуться
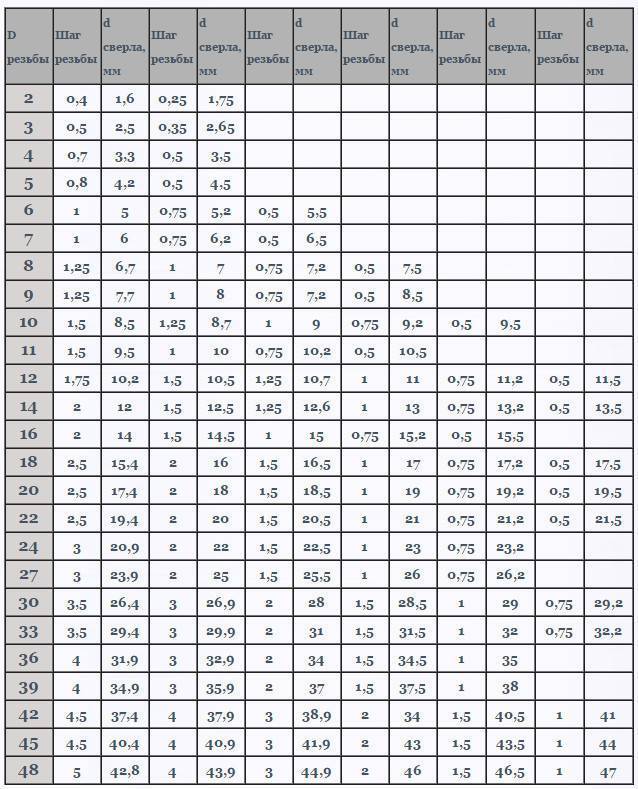
При нарезании резьбы метчиками и плашками часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента образуя профиль резьбы на детали. С учетом этого диаметры отверстий и стержней под резьбу должны изготавливаться не по номинальному диаметру резьбы, а несколько ниже него. Рекомендуемые значения диаметров отверстий и стержней приведены ниже.
| D резьбы | Шаг резьбы | d сверла, мм | Шаг резьбы | d сверла, мм | Шаг резьбы | d сверла, мм | Шаг резьбы | d сверла, мм | Шаг резьбы | d сверла, мм | Шаг резьбы | d сверла, мм |
| 2 | 0.4 | 1.6 | 0.25 | 1.75 | ||||||||
| 3 | 0.5 | 2.5 | 0.35 | 2.65 | ||||||||
| 4 | 0.7 | 3.3 | 0.5 | 3.5 | ||||||||
| 5 | 0.8 | 4.2 | 0.5 | 4.5 | ||||||||
| 6 | 1 | 5 | 0.75 | 5.2 | 0.5 | 5.5 | ||||||
| 7 | 1 | 6 | 0.75 | 6.2 | 0.5 | 6.5 | ||||||
| 8 | 1.25 | 6.7 | 1 | 7 | 0.75 | 7.2 | 0.5 | 7.5 | ||||
| 9 | 1.25 | 7.7 | 1 | 8 | 0.75 | 8.2 | 0.5 | 8.5 | ||||
| 10 | 1.5 | 8.5 | 1.25 | 8.7 | 1 | 9 | 0.75 | 9.2 | 0.5 | 9.5 | ||
| 11 | 1.5 | 9.5 | 1 | 10 | 0.75 | 10.2 | 0.5 | 10.5 | ||||
| 12 | 1.75 | 10.2 | 1.5 | 10.5 | 1.25 | 10.7 | 1 | 11 | 0.75 | 11.2 | 0.5 | 11.5 |
| 14 | 2 | 12 | 1.5 | 12.5 | 1.25 | 12.6 | 1 | 13 | 0.75 | 13.2 | 0.5 | 13.5 |
| 16 | 2 | 14 | 1.5 | 14.5 | 1 | 15 | 0.75 | 15.2 | 0.5 | 15.5 | ||
| 18 | 2.5 | 15.4 | 2 | 16 | 1.5 | 16.5 | 1 | 17 | 0.75 | 17.2 | 0.5 | 17.5 |
| 20 | 2.5 | 17.4 | 2 | 18 | 1.5 | 18.5 | 1 | 19 | 0.75 | 19.2 | 0.5 | 19.5 |
| 22 | 2.5 | 19.4 | 2 | 20 | 1.5 | 20.5 | 1 | 21 | 0.75 | 21.2 | 0.5 | 21.5 |
| 24 | 3 | 20.9 | 2 | 22 | 1.5 | 22.5 | 1 | 23 | 0.75 | 23.2 | ||
| 27 | 3 | 23.9 | 2 | 25 | 1.5 | 25.5 | 1 | 26 | 0.75 | 26.2 | ||
| 30 | 3.5 | 26.4 | 3 | 26.9 | 2 | 28 | 1.5 | 28.5 | 1 | 29 | 0.75 | 29.2 |
| 33 | 3.5 | 29.4 | 3 | 29.9 | 2 | 31 | 1.5 | 31.5 | 1 | 32 | 0.75 | 32.2 |
| 36 | 4 | 31.9 | 3 | 32.9 | 2 | 34 | 1.5 | 34.5 | 1 | 35 | ||
| 39 | 4 | 34.9 | 3 | 35.9 | 2 | 37 | 1.5 | 37.5 | 1 | 38 | ||
| 42 | 4.5 | 37.4 | 4 | 37.9 | 3 | 38.9 | 2 | 34 | 1.5 | 40.5 | 1 | 41 |
| 45 | 4.5 | 40.4 | 4 | 40.9 | 3 | 41.9 | 2 | 43 | 1.5 | 43.5 | 1 | 44 |
| 48 | 5 | 42.8 | 4 | 43.9 | 3 | 44.9 | 2 | 46 | 1.5 | 46.5 | 1 | 47 |
Для чугунов и других хрупких материалов размер сверла следует уменьшить на 0.1 мм по отношению к табличному значению.
Поиск
Как подобрать сверло под метчики-раскатники (бесстружечные)
 Выбор сверла под раскатники, которые используются для выдавливания резьбы, имеет свои особенности. Деформация металла происходит как в направлении оси отверстия, так и в противоположном. Поэтому черновое отверстие под раскатку обычно сверлится большего размера, чем под нарезку со стружкой.
Выбор сверла под раскатники, которые используются для выдавливания резьбы, имеет свои особенности. Деформация металла происходит как в направлении оси отверстия, так и в противоположном. Поэтому черновое отверстие под раскатку обычно сверлится большего размера, чем под нарезку со стружкой.
Например, для нарезания М8 с шагом 1.25 нужно взять инструмент диаметром 6.8 мм, а для получения М8х1.25 раскатыванием (выдавливанием) нужно просверлить черновое отверстие ⌀ 7.45 мм.
Сначала рассмотрим метрические бесстружечные метчики.
Таблица размеров отверстий под раскатники метрическая резьба крупный шаг (DIN 13/ГОСТ 24705):
М |
|
(доп. по ISO2 – 7H) |
|
|
|
1 | 0,25 | *0,785 | 0,89 | 0,91 | 0,9 |
1,1 | 0,25 | *0,885 | 0,99 | 1,01 | 1,0 |
1,2 | 0,25 | *0,985 | 1,09 | 1,11 | 1,1 |
1,4 | 0,3 | *1,142 | 1,24 | 1,27 | 1,25 |
1,6 | 0,35 | *1,321 | 1,44 | 1,48 | 1,45 |
1,8 | 0,35 | *1,521 | 1,66 | 1,68 | 1,67 |
2,0 | 0,4 | *1,679 | 1,84 | 1,86 | 1,85 |
2,2 | 0,45 | **1,838 | 2,02 | 2,04 | 2,03 |
2,5 | 0,45 | *2,138 | 2,30 | 2,34 | 2,3 |
3 | 0,5 | 2,639 | 2,79 | 2,82 | 2,8 |
3,5 | 0,6 | 3,050 | 3,24 | 3,28 | 3,25 |
4 | 0,7 | 3,466 | 3,69 | 3,73 | 3,7 |
4,5 | 0,75 | 3,924 | 4,16 | 4,2 | 4,2 |
5 | 0,8 | 4,384 | 4,64 | 4,68 | 4,65 |
6 | 1 | 5,217 | 5,51 | 5,59 | 5,55 |
7 | 1 | 6,217 | 6,55 | 6,6 | 6,55 |
8 | 1,25 | 6,982 | 7,41 | 7,48 | 7,45 |
9 | 1,25 | 7,982 | 8,41 | 8,48 | |
10 | 1,5 | 8,751 | 9,28 | 9,37 | 9,35 |
11 | 1,5 | 9,751 | 10,28 | 10,37 | |
12 | 1,75 | 10,531 | 11,16 | 11,25 | 11,2 |
14 | 2 | 12,310 | 13,02 | 13,14 | 13,1 |
16 | 2 | 14,310 | 15,02 | 15,14 | 15,1 |
18 | 2,5 | 15,854 | 16,75 | 16,89 | 16,9 |
20 | 2,5 | 17,854 | 18,75 | 18,89 | 18,9 |




*Поле допуска по ISO1 – 5H. **Поле допуска по ISO2 – 6H.
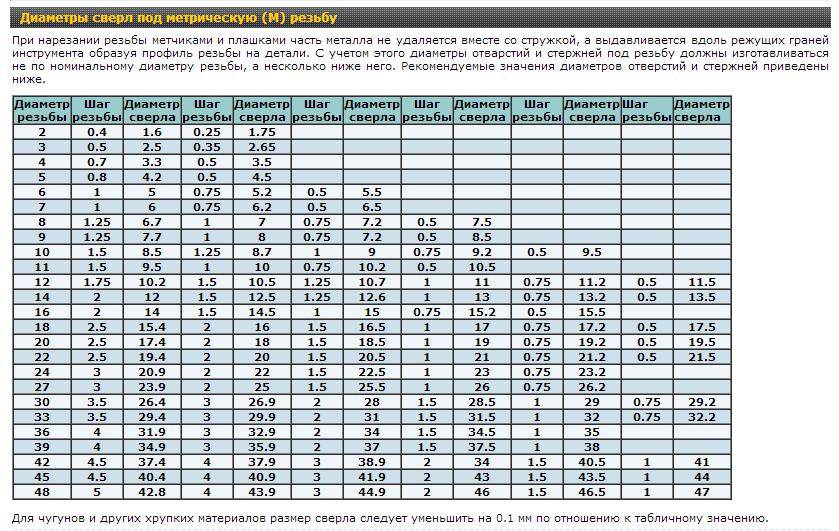
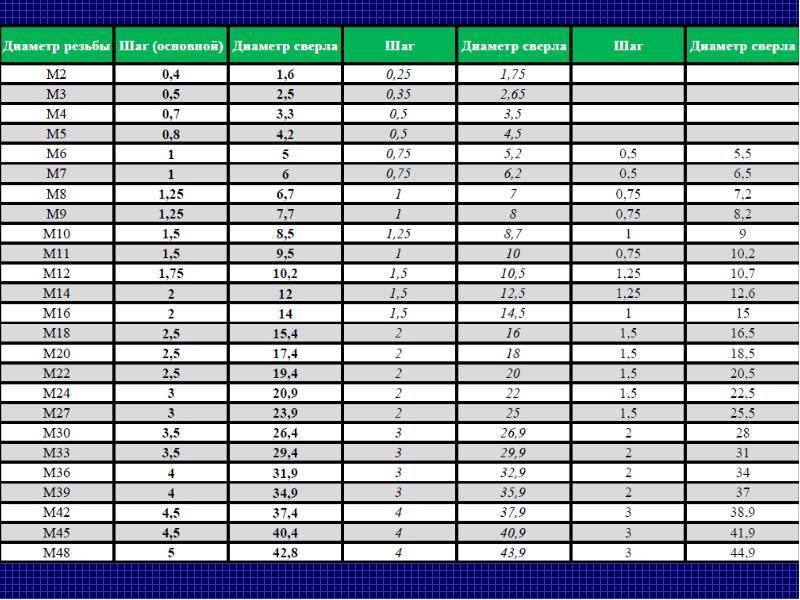
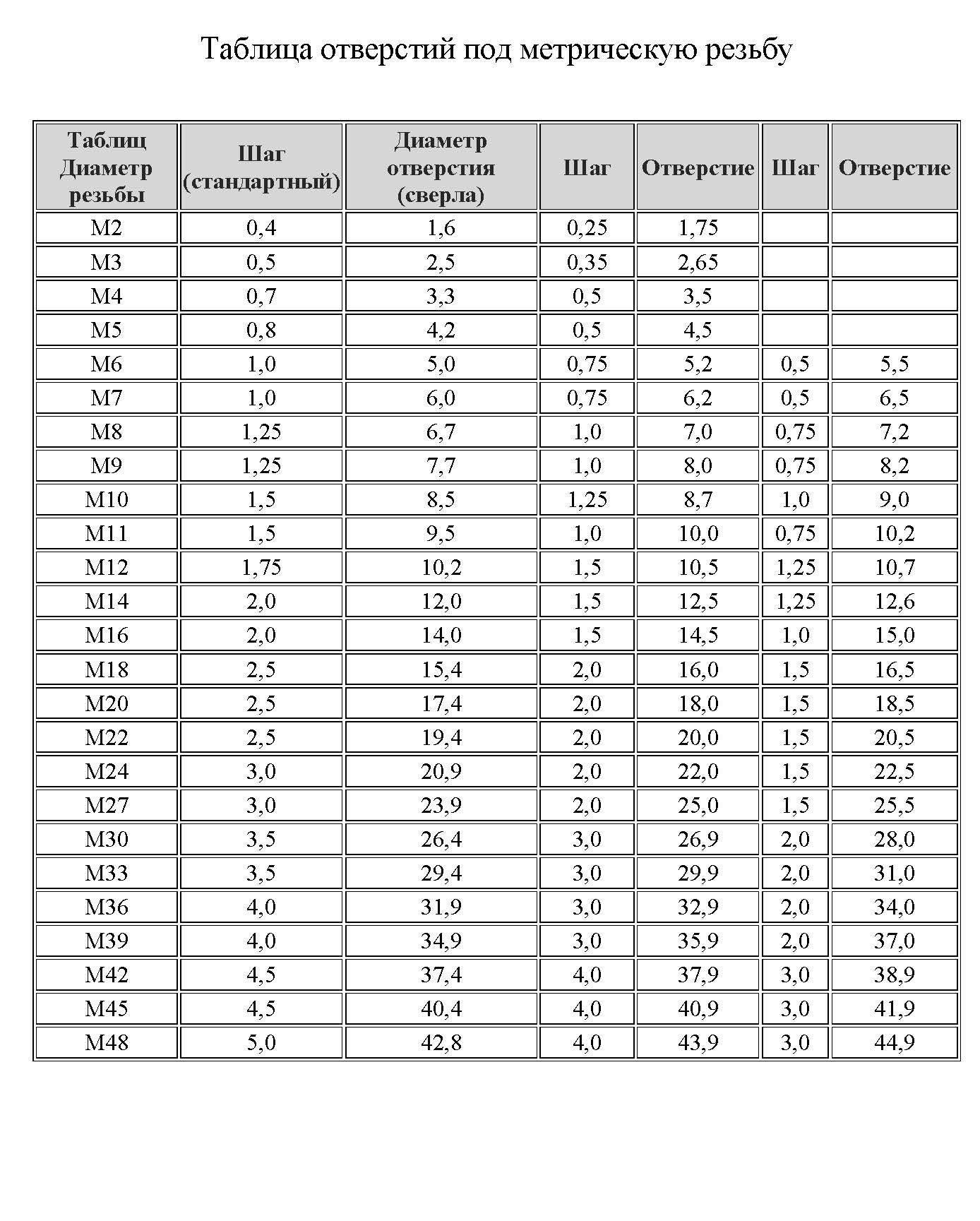
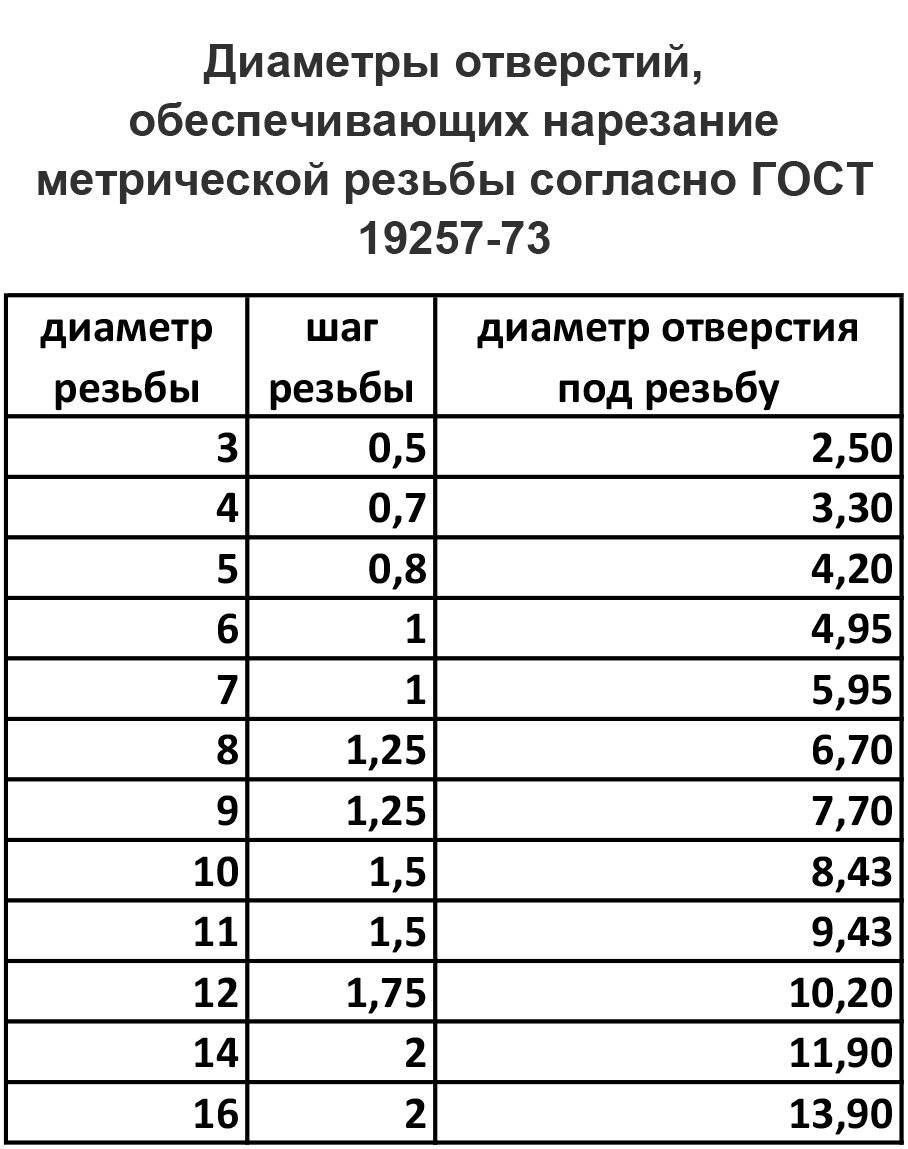
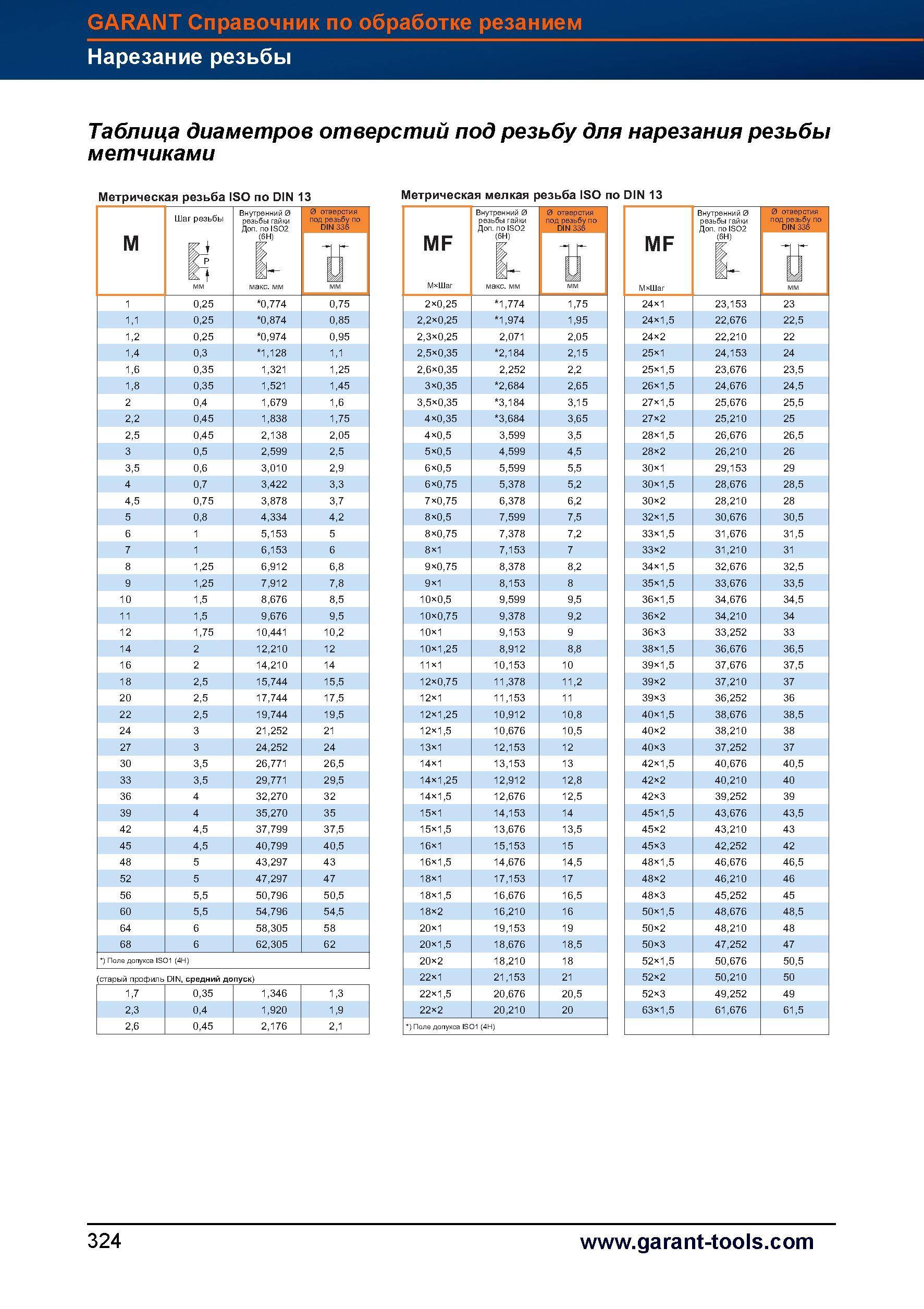
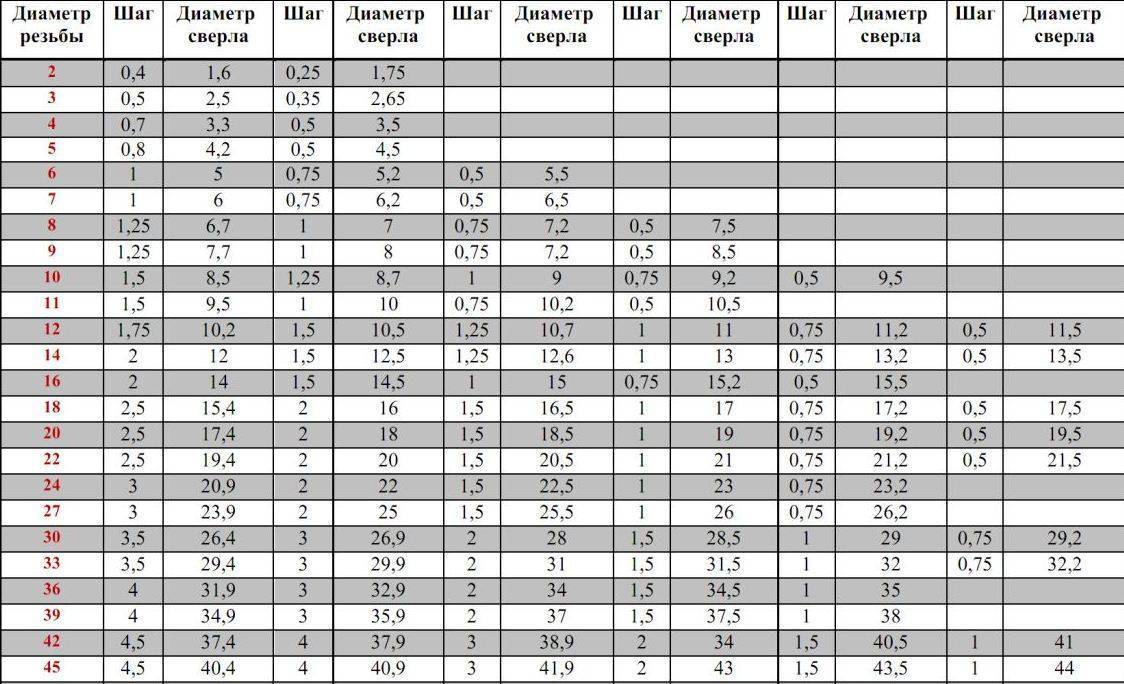
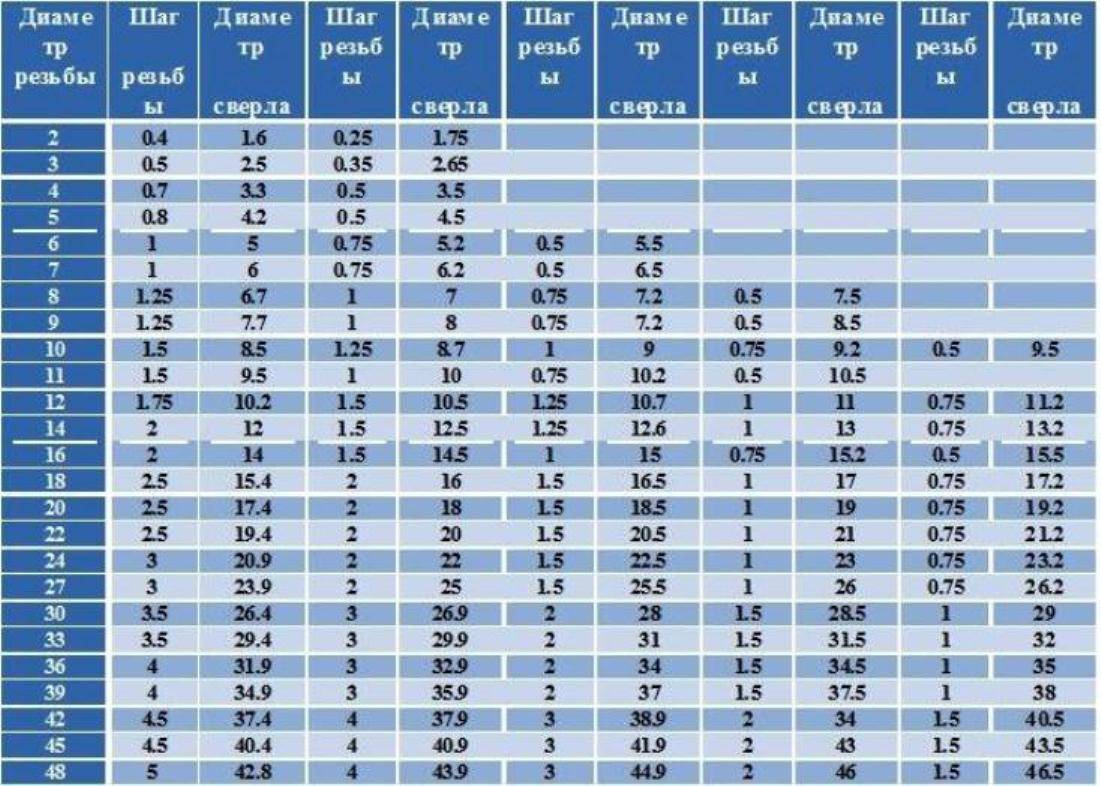
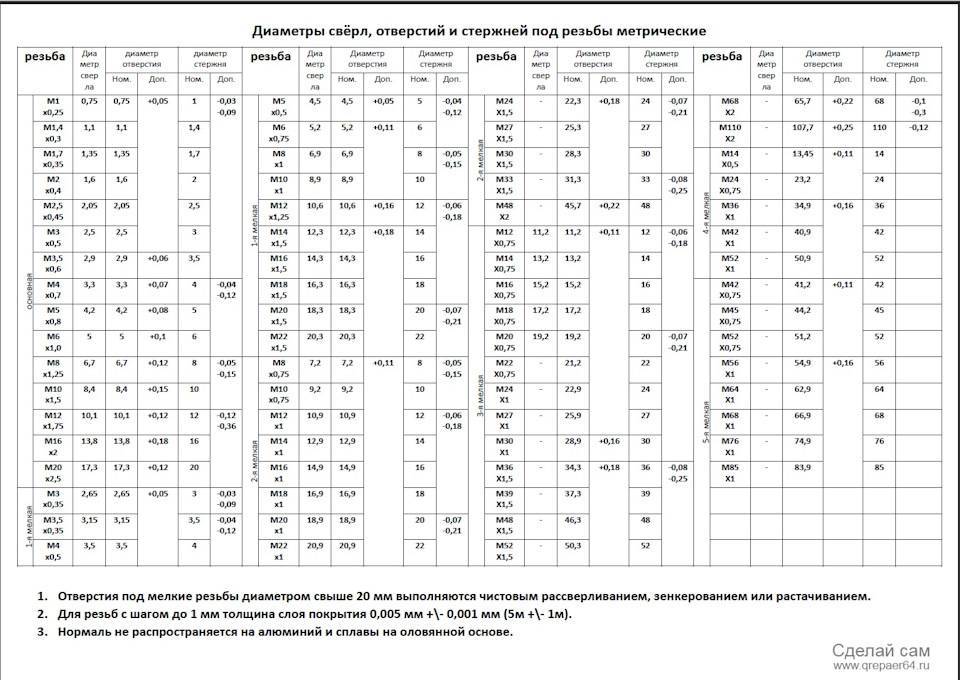
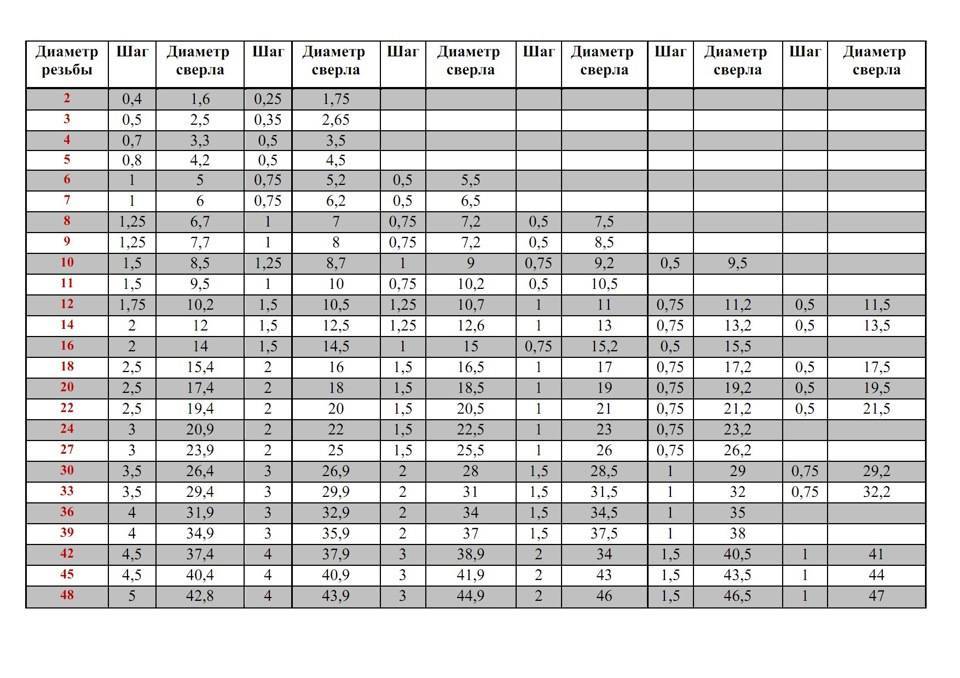
Таблица диаметров отверстий под метчики-раскатники метрическая резьба мелкий шаг (DIN 13/ГОСТ 24705):
МхШаг |
(доп. по ISO2 – 7H) |
|
|
|
2×0,25 | *1,785 | 1,9 | 1,91 | |
2,2×0,25 | *1,985 | 2,1 | 2,11 | |
2,3×0,25 | *2,071 | 2,2 | 2,21 | |
2,5×0,35 | 2,201 | 2,36 | 2,38 | 2,37 |
2,6×0,35 | 2,252 | 2,46 | 2,48 | 2,47 |
3×0,35 | *2,701 | 2,87 | 2,89 | 2,88 |
3,5×0,35 | *3,201 | 3,37 | 3,39 | 3,38 |
4×0,35 | *3,701 | 3,87 | 3,89 | |
4×0,5 | 3,639 | 3,79 | 3,82 | 3,8 |
5×0,5 | 4,639 | 4,79 | 4,82 | 4,8 |
6×0,5 | **5,599 | 5,8 | 5,83 | 5,8 |
6×0,75 | 5,424 | 5,63 | 5,7 | 5,7 |
7×0,75 | 6,424 | 6,67 | 6,72 | 6,7 |
8×0,5 | **7,599 | 7,8 | 7,83 | |
8×0,75 | 7,424 | 7,67 | 7,72 | 7,7 |
8×1 | 7,217 | 7,51 | 7,6 | 7,55 |
9×0,75 | 8,424 | 8,67 | 8,72 | 8,7 |
9×1 | 8,217 | 8,55 | 8,6 | 8,6 |
10×0,5 | **9,599 | 9,8 | 9,83 | 9,8 |
10×0,75 | 9,424 | 9,67 | 9,72 | 9,7 |
10×1 | 9,217 | 9,51 | 9,6 | 9,55 |
10×1,25 | 8,982 | 9,41 | 9,48 | 9,45 |
11×1 | 10,217 | 10,55 | 10,6 | 10,6 |
12×1 | 11,217 | 11,52 | 11,61 | 11,55 |
12×1,25 | 10,982 | 11,43 | 11,5 | 11,45 |
12×1,5 | 10,751 | 11,29 | 11,38 | 11,35 |
14×1 | 13,217 | 13,55 | 13,61 | 13,6 |
14×1,25 | 12,982 | 13,43 | 13,5 | 13,45 |
14×1,5 | 12,751 | 13,29 | 13,38 | 13,35 |
15×1 | 14,217 | 14,55 | 14,61 | 14,6 |
15×1,5 | 13,751 | 14,26 | 14,36 | 14,35 |
16×1 | 15,217 | 15,55 | 15,61 | 15,6 |
16×1,5 | 14,751 | 15,29 | 15,38 | 15,35 |
18×1 | 17,217 | 17,55 | 17,61 | 17,6 |
18×1,5 | 16,751 | 17,29 | 17,38 | 17,35 |
18×2 | 16,310 | 17,02 | 17,14 | 17,1 |
20×1 | 19,217 | 19,55 | 19,61 | 19,6 |
20×1,5 | 18,751 | 19,29 | 19,38 | 19,35 |
20×2 | 18,310 | 19,02 | 19,14 | 19,1 |
22×1,5 | 20,751 | 21,26 | 21,36 | |
22×2 | 20,310 | 21 | 21,15 | |
24×1,5 | 22,751 | 23,26 | 23,38 | |
24×2 | 22,310 | 23,01 | 23,16 | 23,1 |



*Поле допуска по ISO1 – 5H. **Поле допуска по ISO2 – 6H.
Теперь разберем раскатники для дюймовой (трубной) резьбы.
Таблица диаметров под метчики-раскатники трубная резьба Витворта (DIN ISO 228/1):
G | Число ниток на дюйм |
|
|
|
|
|
G 1/16″ | 28 | 7,723 | 6,843 | 7,24 | 7,32 | |
G 1/8″ | 28 | 9,728 | 8,848 | 9,24 | 9,32 | 9,25 |
G 1/4″ | 19 | 13,157 | 11,890 | 12,48 | 12,56 | 12,55 |
G 3/8″ | 19 | 16,662 | 15,395 | 15,99 | 16,06 | 16,06 |
G 1/2″ | 14 | 20,955 | 19,172 | 20,02 | 20,12 | 20,05 |
G 5/8″ | 14 | 22,911 | 21,128 | 21,97 | 22,07 | |
G 3/4″ | 14 | 26,441 | 24,658 | 25,5 | 25,6 | |
G 7/8″ | 14 | 30,201 | 28,418 | 29,26 | 29,36 | |
G1″ | 11 | 33,249 | 30,931 | 32,05 | 32,18 | |
G 1 1/8″ | 11 | 37,897 | 35,579 | 36,7 | 36,83 | |
G 1 1/4″ | 11 | 41,910 | 39,592 | 40,72 | 40,84 | |
G 1 3/8″ | 11 | 44,323 | 42,005 | 43,13 | 43,26 | |
G 1 1/2″ | 11 | 47,803 | 45,485 | 46,61 | 46,74 | |
G 1 3/4″ | 11 | 53,746 | 51,428 | 52,55 | 52,68 | |
G 2″ | 11 | 59,614 | 57,296 | 58,42 | 58,55 |




Параметры резьбы и ее разновидности
Процесс нарезания внутренних канавок в отверстии метчиком:1 – вороток; 2 – метчик; 3 – деталь с подготовленным отверстием
Принято делить резьбы по типам и назначению. Есть несколько критериев, которыми пользуются для определения определенного вида:
единицы измерения. Основными мировыми исчислениями для техники являются СИ и дюймовая система. Принято пользоваться миллиметрами или дюймами
Важно! При создании трубопроводной сети используют дюймовую трубную резьбу;
в зависимости от числа нарезаемых ручьев принято делить на: одно-, двух- и трехзаходные резьбовые изделия. Большее количество применяется крайне редко;
важным показателем является вид профиля вырезаемой канавки
Чаще всего применяют треугольный вид. Он может иметь 60 ⁰ при вершине (метрические) или 55 ⁰ – дюймовые. Помимо этого изготавливают прямоугольные (для ходовых винтов и гаек), круглые (для электрических ламп) и трапециевидные (упорные типы);
по направлению вращения делят на: правые (если смотреть вдоль оси и движении вперед, то вращение происходит по часовой стрелке), левые – закручивание производится вращением против часовой стрелки;
уже отмечалось, что нарезают канавки снаружи (наружная) и внутри (резьба в отверстии);
по форме образующей поверхности: цилиндрическая (распространена повсеместно) и коническая (используется при изготовлении затягивающихся пробок);
назначение резьбовых сочленений может быть различным: крепежное (соединяет детали в единый узел); крепежно-уплотнительный (не только фиксирует детали между собой, а также предотвращает проникновение газов и жидкостей между соединяемыми изделиями); ходовые, предназначенные для ориентированного перемещения вдоль оси винтовой поверхности на заданное расстояние.
Основные параметры резьбового соединения (метрическая, заглавные буквы обозначают внутреннюю поверхность гайки, строчные – отвечают за наружную болта):
d – наружный диаметр болта, на поверхности которого нарезается резьба. Номинальный параметр, мм;
D – наружный диаметр резьбы на гайке, мм;
d₂ – значение среднего диаметра на болте, мм;
D₂ – размер среднего диаметра гайки, мм;
D₁ – диаметр гайки внутри канавок, мм;
d₁ – диаметр болта по внутренней поверхности винтовой линии, мм;
D₁ – минимальный диаметр канавки на гайках, мм;
d₃ – минимальный диаметр болта по канавкам, мм;
Р – резьбовой шаг, мм;
Н – высота треугольника, задающего профиль резьбы.
Основные типы резьбы
На практике чаще всего используется метрическая резьба. Ее обозначают буквой М (в импортном исполнении могут указывать букву J). Рядом указывается число, характеризующее номинальный диаметр соединения. Но кроме обычных метрических исполнений используются еще ряд специальных:
МК (JK) – метрическая для конусов;
G или R – дюймовая трубная. Для отечественных пользователей на чертежах указывается значок дюйма (“) и надпись трубная;
Е – круглая с профилем Эдисона используется для электрических ламп. В отечественном исполнении принято указывать номинальный диаметр и добавлять круглая электроламповая
Внимание! На практике специального инструмента для нареки подобных устройств нет. Винтовая линия производится накатыванием на тонкостенную жесть
Подобные операции выполняются в условиях крупных предприятий;
Тr – трапециевидная поверхность профиля. В отечественных изделиях обязательно прописывается слово трапециевидная с обязательным указанием параметров трапеции;
Кр – появление на рынке сантехнической арматуры импортного исполнения привело к тому, что появилась круглая резьба для санитарно-технических устройств, изготавливаемых на базе сплавов меди. Использование подобных изделий ограничено, но некоторые могут с ними столкнуться в повседневной практике;
S и S45 – упорный тип профиля резьбового соединения. Имеет довольно ограниченное применение. Она встречается в станках, а также на судах. S45 указывает на усиленное исполнение;
BSW, UTS – так обозначают дюймовые резьбы в спецификациях. BSW – это цилиндрическое исполнение. UTS – конический вид винтовой линии;
NPT – для нефтяников существует свой стандарт резьбовых соединений труб. Здесь традиционно применяется дюймовый размер. В зависимости от диаметра могут использоваться треугольные или прямоугольные виды профилей.
Основные типы резьбы по ГОСТ и отраслевым стандартам
Технология и приемы нарезания резьбы вручную
При нарезании резьбы метчиками и плашками часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы на детали. С учетом этого диаметры отверстий и стержней под резьбу должны изготовляться не по номинальному размеру резьбы, а несколько ниже его. Для метрической резьбы диаметром 6–10 мм эта разница составляет 0,1–0,2 мм; диаметром 11–18 мм – 0,12–0,24 мм; диаметром 20–30 мм – 0,14–0,28 мм.
Диаметры отверстий под наиболее распространенные размеры метрической резьбы приведены в табл. 1.
Для образования захода резьбы на торце детали необходимо снять фаску, соответственно высоте профиля резьбы.
Таблица 1. Диаметры отверстий под нарезание метрической резьбы
| Материал | Диаметр метрической резьбы, мм | |||||||
| 5 | 6 | 8 | 10 | 12 | 16 | 20 | 24 | |
| Сталь и латунь | 4,2 | 5,0 | 6,7 | 8,4 | 10,1 | 13,8 | 17,3 | 20,7 |
| Чугун и бронза | 4,1 | 4,9 | 6,6 | 8,3 | 10,0 | 13,7 | 17,1 | 20,5 |
Смазанный смазкой метчик вставляют в просверленное отверстие и, слегка прижимая его к детали левой рукой, осторожно поворачивают вороток правой рукой до тех пор, пока метчик не захватит металл и его положение в отверстии не станет устойчивым. После этого вороток берут двумя руками и вращают с перехватом рук через каждые полоборота (рис. 10, а)
10, а).
Рис. 10. Движения при нарезании резьбы: а — метчиком, б — плашкой, в — клуппом
После одного-полутора оборотов метчик, покачивая в горизонтальной плоскости, вращают в обратную сторону примерно на четверть или пол-оборота. Это необходимо для того, чтобы стружка сломалась и по канавкам метчика удалилась из отверстия, не заклинив метчик. Закончив нарезание, пропускают его насквозь или вращением воротка в обратную сторону вывертывают метчик из отверстия.
Второй и третий метчики смазывают маслом и вводят в отверстие без воротка; только после того, как метчик правильно установится по резьбе, накладывают вороток и продолжают нарезание резьбы.
Таким же образом следует вести нарезание резьбы плашками. Здесь, однако, кроме круговых движений по стрелке а (рис. 10, б), воротку следует сообщать также некоторый нажим вниз по стрелке в. В процессе нарезания необходимо следить, чтобы давление на обе ручки было одинаковым.
На первом этапе нарезания резьбы следует следить за правильным положением метчика и плашки по отношению к осям отверстия и стержня. Непараллельность осей и неперпендикулярность их к торцу детали контролируются угольником и устраняются изменением положения инструмента.
Нарезать резьбу в мелких и глухих отверстиях небольшого диаметра нужно особенно осторожно, не перегружая метчик и часто очищая его от стружки. При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза). При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза)
При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза).
Если необходимости получить точные и чистые резьбы на стержнях, то их нарезание следует выполнять черновой и чистовой плашками.
Если нарезание резьбы выполняется клуппами с раздвижными плашками, то их сжатие (подачу) следует производить только в начале прохода. После каждого прохода по всей длине нарезаемого стержня клупп сгоняют в обратную сторону и затем вновь поджимают плашки винтом и вновь прорезают резьбу по всей длине нарезаемого стержня до получения нужного диаметра резьбы. Поджимать плашки на середине стержня не следует. Раздвижными плашками резьбу нарезают за несколько проходов.
Для нарезания трубной резьбы клуппом трубу необходимо надежно закрепить в специальном зажиме для труб (рис. 10, в).
Нарезаемый конец трубы смазывают маслом (олифой), а затем на длине не более 2–3 ниток устанавливают клупп, сближая плашки с таким расчетом, чтобы резьба была нарезана на полную глубину в 2–3 прохода. Для диаметров до 1» ограничиваются двумя проходами; при диаметре свыше 1 » хорошую резьбу можно получить только за 3–4 прохода. Перед каждым повторным проходом поверхность нарезаемой резьбы и резьбу плашек необходимо тщательно очищать кистью от стружки и вновь смазывать маслом.
Вращение клуппа вокруг трубы обычно производят качательным движением в четыре приема; за каждый прием нужно повернуть клупп на 1/4 оборота.
Резьбу диаметром до 1½» нарезает один слесарь; при больших диаметрах резьбы работают вдвоем. При спаренной работе полный оборот клуппа также нужно делать в четыре приема.
Просмотров: 9 348
Приспособления
Для нанесения резьбы своими руками используют небольшие приспособления:
- плашки (их еще называют лерки) для нанесения витков снаружи (обычно на трубу или металлический прут (штырь);
- метчики — для внутренней (вот под них предварительно требуется делать отверстие). Метчик (сверху) и плашка (внизу)
Выполнены все эти приспособления сплавов, отличающихся повышенной прочностью и стойкостью к истиранию. На их поверхности нанесены желобки и канавки, при помощи которых получается их зеркальное отображение на обрабатываемой детали.
Любой метчик или плашка промаркированы — на них нанесена надпись, обозначающая тип резьбы, которую данное устройство нарезает — диаметр и шаг. Вставляются они в держатели — воротки и плашкодержатели — закрепляются там при помощи винтов. Зажав приспособление для нарезки резьбы в держателе, его надевают/вставляют в то место, где требуется сделать разъемное соединение. Прокручивая устройство, формируют витки. От того, насколько правильно выставлено устройство в начале работы зависит ровно ли «лягут» витки. Потому первые обороты делайте стараясь удерживать конструкцию ровно, не допуская сдвигов и перекосов. После того, как сделано несколько оборотов, процесс пойдет проще.
Вручную можно нарезать резьбу малого или среднего диаметра. Сложные типы (двух- и трехходовые) или работа с большими диаметрами руками невозможна — слишком большие усилия требуются. Для этих целей используется специальное механизированное оборудование — на токарные станки с закрепленными на них метчиками и плашками.